Как детали из алюминиевого литья помогают покупателям балансировать между стоимостью и производитель...
Как детали из алюминиевого литья помогают покупателям балансировать между стоимостью и производительностью
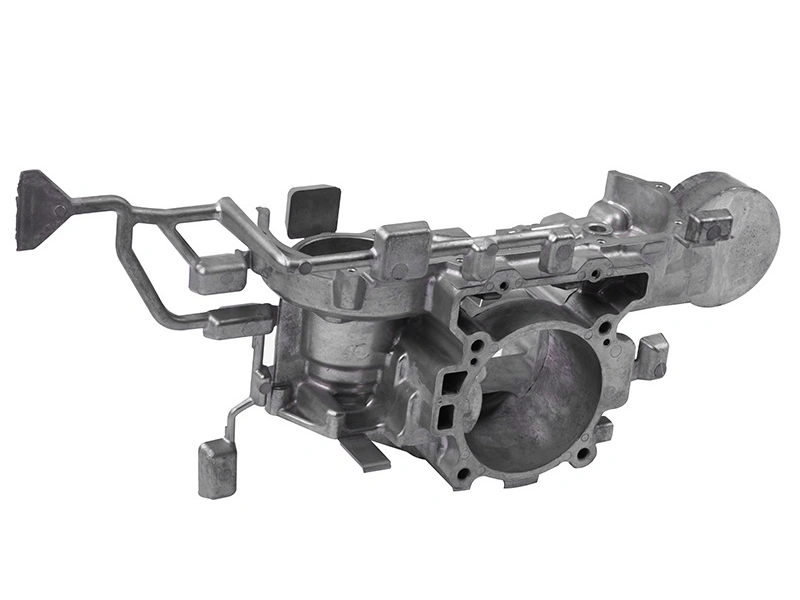
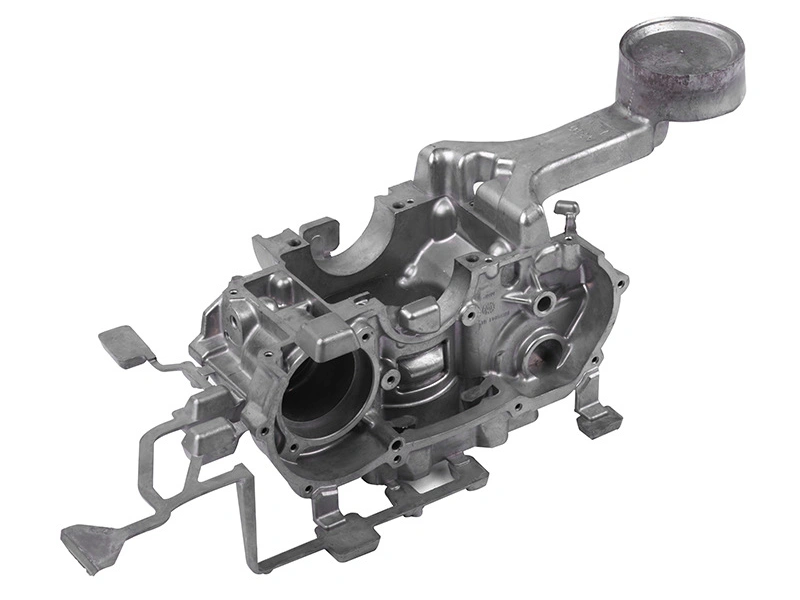
Детали из алюминиевого литья помогают покупателям производить легкие металлические компоненты с оптимальным балансом прочности, стоимости, качества поверхности и стабильности производства. Они используются для корпусов, крышек, кронштейнов, конструкционных деталей, компонентов освещения, электронных корпусов, кожухов двигателей, корпусов насосов и других изделий из алюминия на заказ.
Для покупателей выбор деталей из алюминиевого литья не должен основываться только на легкости алюминия. Реальное решение заключается в том, соответствуют ли конструкция детали, объем производства, инвестиции в оснастку, потребности в ЧПУ-обработке, требования к качеству поверхности и план долгосрочных заказов технологии литья под давлением.
Успешный проект должен связывать эксплуатационные характеристики продукта с технологичностью его изготовления. Если покупатели заранее определят геометрию, объем, стратегию оснастки, критические допуски, зоны механической обработки и стандарты поверхности, детали из алюминиевого литья обеспечат лучший контроль затрат и более стабильное производство.
Когда детали из алюминиевого литья подходят для литья под давлением?
Детали из алюминиевого литья подходят для литья под давлением, когда проект требует средне- или крупносерийного производства, сложной геометрии, стабильных размеров и легкой металлической конструкции. Литье под давлением особенно полезно, когда деталь включает корпуса, крышки, кронштейны, ребра, бобышки, крепежные элементы или интегрированные функциональные структуры.
Покупателям следует рассмотреть алюминиевое литье под давлением, если деталь требует локальной ЧПУ-обработки, полировки, покраски, порошкового покрытия или долгосрочных стабильных поставок. Этот процесс позволяет эффективно формировать основную форму, оставляя только ключевые функциональные зоны для последующей механической обработки.
Однако литье под давлением может быть не лучшим первым шагом, если количество очень мало, конструкция все еще меняется, все поверхности требуют высокоточной ЧПУ-обработки, продукт находится на этапе ранних испытаний или годового спроса недостаточно для оправдания затрат на оснастку.
Условие проекта | Пригодность для литья под давлением | Точка принятия решения покупателем |
|---|---|---|
Средне- или крупносерийное производство | Подходит | Затраты на оснастку могут быть распределены на повторные заказы |
Сложные корпуса, крышки или кронштейны | Подходит | Литье под давлением позволяет эффективно формировать интегрированные структуры |
Необходима легкая металлическая конструкция | Подходит | Алюминий помогает снизить вес при сохранении полезной прочности |
Требуется локальная ЧПУ-обработка | Подходит | Обрабатывать только функциональные зоны после литья |
Очень малое количество | Обычно не подходит | ЧПУ-обработка или прототипы могут быть лучше на первом этапе |
Конструкция часто меняется | Не готово | Оснастку следует отложить до стабилизации конструкции |
Все поверхности требуют высокоточной ЧПУ-обработки | Требуется пересмотр | Полная механическая обработка может устранить преимущество литья по стоимости |
Как покупателям следует соотносить детали из алюминиевого литья с объемом производства
Объем производства является одним из наиболее важных факторов при выборе способа изготовления деталей из алюминиевого литья. Покупателям следует смотреть не только на количество первого заказа. Необходимо также учитывать будущий годовой спрос, стабильность повторных заказов, зрелость конструкции и целевые показатели долгосрочной стоимости.
Если проект все еще находится на стадии раннего прототипа или проверки конструкции, ЧПУ-обработка или пробные образцы могут быть более гибкими. Если продукт имеет стабильный спрос и повторные заказы, алюминиевое литье под давлением может снизить долгосрочную удельную стоимость за счет инвестиций в оснастку и более быстрых производственных циклов.
Для проектов индивидуального литья металлов наилучший маршрут процесса должен соответствовать как текущим потребностям валидации, так и будущим планам производства.
Этап производства | Подходящий метод | Забота покупателя |
|---|---|---|
Ранний прототип | ЧПУ-обработка или прототипы | Быстрая валидация |
Валидация конструкции | Образцы или пробное производство | Проверка посадки и функции |
Малый и средний объем | Тщательно оценить инвестиции в оснастку | Баланс между стоимостью и гибкостью |
Стабильное массовое производство | Алюминиевое литье под давлением | Снижение долгосрочной удельной стоимости |
Долгосрочные повторные заказы | Производственная оснастка плюс механическая обработка | Контроль качества и сроков поставки |
Как детали из алюминиевого литья балансируют вес, прочность и стоимость
Ценность деталей из алюминиевого литья заключается в способности балансировать легкий дизайн, структурную прочность, тепловые характеристики, эффективность формования, стоимость пост-обработки, стоимость поверхностной обработки и согласованность партий.
Покупателям следует избегать двух распространенных ошибок. Первая — выбор самой низкой цены за единицу без учета стабильности оснастки, риска брака и затрат на переделку. Вторая — слишком агрессивное стремление к облегчению конструкции, что может привести к слабым стенкам, плохой прочности сборки, нестабильным размерам или дефектам поверхности.
Лучший подход — проектировать литые алюминиевые детали с разумной толщиной стенок, ребрами, бобышками, радиусами скругления, крепежными элементами и четкими функциональными поверхностями. Это помогает детали оставаться легкой без потери надежности производства.
Зона баланса | Цель покупателя | Риск при отсутствии баланса |
|---|---|---|
Легкий дизайн | Снизить ненужный материал и вес изделия | Тонкие слабые зоны, деформация или плохая прочность сборки |
Структурная прочность | Использовать ребра, бобышки и локальное усиление там, где это необходимо | Трещины, слабые точки крепления или низкая долговечность |
Тепловые характеристики | Поддержка теплового потока, охлаждающих ребер или структур радиаторов | Плохой тепловой контроль или нестабильная производительность продукта |
Стабильность оснастки | Поддержка повторяемого литья и снижение риска брака | Отказ образцов, переделка и более высокая общая стоимость |
Стоимость ЧПУ-обработки | Обрабатывать только ключевые функциональные зоны | Чрезмерное время обработки и затраты на инспекцию |
Стоимость поверхностной обработки | Обрабатывать только поверхности, требующие внешнего вида или защиты | Ненужные затраты на полировку, покрытие или переделку |
Как геометрия детали влияет на качество деталей из алюминиевого литья
Геометрия детали напрямую влияет на качество деталей из алюминиевого литья. Толщина стенок, ребра, бобышки, радиусы скругления, углы уклона, положение отверстий, монтажные поверхности, уплотнительные поверхности, косметические поверхности и припуск на механическую обработку должны быть проверены перед началом изготовления оснастки.
Если конструкция не подходит для алюминиевого литья под давлением, проект может столкнуться с усадкой, пористостью, короблением, облоем, трудностями в обработке, дефектами покрытия или проблемами сборки. Эти проблемы обычно дороже решать после изготовления пресс-формы.
Анализ DFM (технологичности конструкции) помогает покупателям улучшить геометрию детали до начала изготовления оснастки. Цель состоит не в упрощении каждой детали, а в том, чтобы сделать конструкцию более удобной для литья, обработки, отделки и последовательной инспекции.
Фактор геометрии | Почему это важно | Возможный риск |
|---|---|---|
Толщина стенок | Влияет на заполнение, усадку и стабильность охлаждения | Усадка, пористость или слабые участки |
Ребра | Улучшают жесткость без значительного увеличения веса | Плохой поток или локальная усадка при неправильном проектировании |
Бобышки | Поддержка винтов, вставок и крепежных элементов | Толстые горячие точки и слабые зоны крепления |
Радиус скругления | Улучшает поток металла и снижает концентрацию напряжений | Недоливы, трещины или слабые углы |
Угол уклона | Помогает извлечь деталь из формы | Залипание, следы протяжки и проблемы с выталкиванием |
Положение отверстий | Влияет на возможность литья и стратегию механической обработки | Более высокие затраты на обработку или проблемы со сборкой |
Уплотнительные поверхности | Могут требовать контроля плоскостности и качества поверхности | Протечки или плохой контакт после сборки |
Косметические поверхности | Требуют планирования литников, выталкивателей и линии разъема | Видимые следы и дефекты покрытия |
Припуск на механическую обработку | Оставляет материал для окончательной ЧПУ-обработки | Брак, переделка или плохие конечные допуски |
Как оснастка меняет структуру затрат на детали из алюминиевого литья
Оснастка меняет структуру затрат на детали из алюминиевого литья. Без оснастки покупатели могут полагаться на ЧПУ-обработку или другие гибкие методы с более высокой удельной стоимостью. С оснасткой проект требует первоначальных инвестиций в форму, но долгосрочная удельная стоимость может стать ниже при стабильном объеме производства.
Оснастка для деталей из алюминиевого литья может улучшить повторяемость, ускорить производственные циклы, снизить объем полной механической обработки и поддержать более стабильный выпуск партий. Однако оснастка также создает давление по фиксации конструкции, риски пробных образцов, затраты на модификацию формы и требования к планированию производства.
Покупателям следует переходить к этапу оснастки, когда конструкция стабильна, спрос ясен, а производственный план реалистичен. Слишком ранний запуск оснастки может привести к дорогостоящим изменениям после получения пробных образцов.
Зона структуры затрат | Как оснастка это меняет | Точка планирования для покупателя |
|---|---|---|
Первоначальные затраты | Оснастка требует инвестиций в форму до начала производства | Подтвердить конструкцию и объем перед изготовлением формы |
Долгосрочная удельная стоимость | Повторное производство может снизить стоимость одной детали | Оценить годовой спрос, а не только количество первого заказа |
Повторяемость | Производство на формах улучшает согласованность деталей | Полезно для деталей долгосрочного производства |
Производственный цикл | Литье под давлением может производить детали быстрее после утверждения оснастки | Поддерживает стабильную поставку партий |
Объем механической обработки | Основная геометрия формируется литьем, а не полной обработкой | Обрабатывать только критические функциональные зоны |
Риск пробных образцов | Первоначальные образцы могут выявить проблемы с конструкцией или формой | Использовать анализ DFM перед оснасткой |
Затраты на модификацию формы | Поздние изменения конструкции могут увеличить стоимость и сроки | Зафиксировать ключевые требования к конструкции перед оснасткой |
Как следует планировать ЧПУ-обработку для деталей из алюминиевого литья
ЧПУ-обработку следует планировать до того, как детали из алюминиевого литья перейдут на этап оснастки. Цель состоит не в обработке каждой поверхности, а в обработке функциональных зон, требующих более жестких допусков, лучшей плоскостности, точных отверстий или контролируемой посадки при сборке.
Покупателям следует сосредоточить ЧПУ-обработку на резьбовых отверстиях, монтажных отверстиях, уплотнительных поверхностях, базовых поверхностях, отверстиях под подшипники, установочных элементах, зонах с контролем плоскостности и плотных интерфейсах сборки. Нефункциональные поверхности, скрытые поверхности, некритичные внешние поверхности, зоны только под покрытие и внутренние зоны без сборки часто можно оставлять в состоянии «как отлито».
Для ЧПУ-обработки деталей из алюминиевого литья раннее планирование помогает контролировать затраты на обработку, сложность оснастки, объем инспекции и риск переделки партий.
Поверхность или элемент | Рекомендуемое планирование | Выгода для покупателя |
|---|---|---|
Резьбовые отверстия | Планировать ЧПУ-обработку и нарезку резьбы после литья | Улучшает надежность крепления |
Монтажные отверстия | Обрабатывать, когда точность положения влияет на сборку | Улучшает посадку при установке |
Уплотнительные поверхности | Обрабатывать, когда требуется плоскостность или качество поверхности | Снижает риск протечек |
Базовые поверхности | Определить перед планированием оснастки и приспособлений | Улучшает повторяемость обработки и инспекции |
Отверстия под подшипники | Использовать ЧПУ-обработку для контроля круглости и диаметра | Улучшает характеристики движения и посадки |
Зоны с контролем плоскостности | Обрабатывать только функциональные грани, требующие плоскостности | Контролирует затраты на обработку и инспекцию |
Скрытые поверхности | Обычно оставлять «как отлито», если функция не требует обработки | Снижает ненужные затраты |
Зоны только под покрытие | Оставлять «как отлито», если качество поверхности поддерживает отделку | Балансирует внешний вид и стоимость |
Как требования к качеству поверхности влияют на детали из алюминиевого литья
Требования к качеству поверхности должны быть подтверждены до начала производства деталей из алюминиевого литья. Общие процессы поверхностной обработки включают удаление заусенцев, полировку, покраску, порошковое покрытие, защитное покрытие и лакирование.
Покупателям следует определить косметические поверхности, функциональные поверхности, невидимые поверхности, тип покрытия, требования к цвету, шероховатость поверхности, критерии допустимых дефектов и защиту упаковки. Эти требования влияют на оснастку, удаление заусенцев, полировку, покрытие, инспекцию и качество конечной поставки.
Если требования к поверхности неясны, поставщик может разместить литники, линии разъема или следы выталкивателей в зонах, которые впоследствии станут видимыми. Раннее планирование поверхности помогает снизить споры по внешнему виду и переделки отделки.
Требование к поверхности | Что должны подтвердить покупатели | Почему это важно |
|---|---|---|
Удаление заусенцев | Кромки, отверстия, линии разъема и зоны обработки | Улучшает безопасность и сборку |
Полировка | Видимые поверхности и ожидания гладкости | Улучшает внешний вид и тактильные ощущения |
Покраска | Цвет, покрытие и допустимые дефекты поверхности | Улучшает внешний вид бренда и согласованность |
Порошковое покрытие | Зона покрытия, толщина и условия эксплуатации | Улучшает долговечность и коррозионную стойкость |
Защитное покрытие | Требуемый уровень защиты и рабочая среда | Продлевает срок службы |
Лакирование (Clear coating) | Требования к базовому внешнему виду и защите | Защищает видимые алюминиевые поверхности |
Защита упаковки | Защита от царапин, вмятин и повреждений покрытия | Сохраняет качество отделки во время доставки |
Как выбрать поставщика деталей из алюминиевого литья
Выбор поставщика деталей из алюминиевого литья не должен основываться только на самой низкой цене за единицу. Покупателям следует оценить, может ли поставщик определить пригодность детали для литья под давлением, предоставить анализ DFM, поддержать оснастку, координировать ЧПУ-обработку, управлять поверхностной обработкой и контролировать размеры и внешний вид партий.
Квалифицированный поставщик должен помочь покупателям перейти от валидации образцов к производству. Это включает проверку геометрии детали, объема производства, выбора материала, стратегии оснастки, объема механической обработки, стандартов поверхности, методов инспекции и долгосрочного улучшения качества.
Neway поддерживает проекты деталей из алюминиевого литья, требующие алюминиевого литья под давлением, услуг литья металлов, оснастки для алюминиевого литья под давлением, ЧПУ-обработки после литья, финишной отделки поверхности и поддержки серийного производства. Покупатели, сравнивающие материалы, также могут рассмотреть прецизионные детали из цинкового литья под давлением или литье под давлением медных сплавов в зависимости от функции продукта и целевой стоимости.
Возможности поставщика | Почему покупателям следует это проверять | Что это помогает предотвратить |
|---|---|---|
Поддержка выбора процесса | Поставщик должен оценить, подходит ли литье под давлением для данной детали и объема | Неправильный выбор процесса и ненужные затраты на оснастку |
Анализ DFM | Геометрия детали должна быть проверена перед оснасткой | Усадка, пористость, коробление и изменения формы |
Поддержка оснастки | Оснастка контролирует повторяемость, качество поверхности и стабильность производства | Отказ образцов и нестабильный выпуск партий |
Координация ЧПУ-обработки | Критические элементы требуют запланированного припуска на обработку и приспособлений | Плохая посадка, переделка и споры при инспекции |
Управление поверхностной обработкой | Отделка влияет на внешний вид, защиту и окончательную приемку | Дефекты покрытия и косметический брак |
Контроль качества партий | Повторные заказы требуют стабильных размеров и качества поверхности | Дрейф качества и нестабильность поставок |
Поддержка перехода к производству | Поставщик должен помочь перейти от образцов к повторному производству | Риск запуска производства |
Советы по улучшению качества | Поставщик должен помочь снизить дефекты и ненужные затраты со временем | Повторяющиеся проблемы и рост общей стоимости |
Часто задаваемые вопросы (FAQ)
Когда покупателям следует переводить детали из алюминиевого литья с этапа прототипа на оснастку?
Как покупателям избежать выбора неправильного процесса алюминиевого литья?
Как покупателям балансировать между легким дизайном и стабильностью литья?
Как покупателям сократить объем полной ЧПУ-обработки деталей из алюминиевого литья?
Как покупателям следует валидировать детали из алюминиевого литья перед повторными заказами?
