Как индивидуальное литье алюминия под давлением помогает покупателям создавать стабильные производст...
Как индивидуальное литье алюминия под давлением помогает покупателям создавать стабильные производственные детали
Индивидуальное литье алюминия под давлением помогает покупателям превращать специфические для продукта конструкции алюминиевых деталей в стабильные производственные детали. Оно подходит, когда проекту требуются индивидуальная геометрия, легкая металлическая структура, элементы сборки, чистовая обработка поверхности, локальная механическая обработка на станках с ЧПУ и повторяемое качество производства.
Для покупателей индивидуальное литье алюминия под давлением — это не покупка стандартной детали. Это рабочий процесс проекта, который связывает анализ технологичности (DFM), выбор алюминиевого сплава, оснастку, пробные образцы, механическую обработку на станках с ЧПУ, чистовую обработку поверхности, контроль качества и серийное производство. Каждый этап влияет на стоимость, качество, сроки выполнения и долгосрочную стабильность производства.
Если индивидуальные требования не подтверждены до начала изготовления оснастки, покупатели могут столкнуться с изменениями пресс-формы, неудачей пробных образцов, спорами об объеме механической обработки, косметическим браком, путаницей при инспекции и нестабильностью повторных заказов. Успешный проект индивидуального литья алюминия под давлением должен четко определять функциональные, косметические и производственные требования до начала производства.
Почему покупатели выбирают индивидуальное литье алюминия под давлением
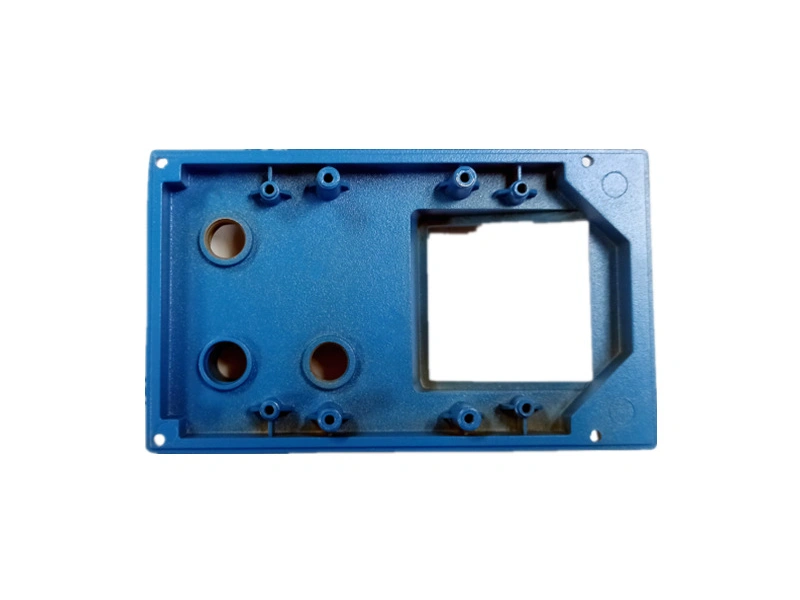
Покупатели выбирают индивидуальное литье алюминия под давлением, когда им нужны алюминиевые детали, изготовленные в соответствии с их собственным дизайном продукта, а не покупка стандартных компонентов. Такие проекты обычно включают алюминиевые корпуса, корпуса для освещения, электронные кожухи, крышки двигателей, корпуса насосов, корпуса радиаторов, монтажные кронштейны, автомобильные алюминиевые детали, промышленные алюминиевые крышки и индивидуальные литые под давлением алюминиевые детали.
Индивидуальное литье алюминия под давлением полезно, когда покупателям необходимо сочетать сложную структуру, облегченную конструкцию, функцию сборки, поверхностную обработку и серийное производство. Оно позволяет формировать ребра, бобышки, крышки, оболочки, монтажные элементы и структурные детали с помощью оснастки, в то время как критические области могут быть обработаны на станках с ЧПУ после литья.
Ценность заключается не только в производстве литой алюминиевой формы. Ценность состоит в создании повторяемого производственного маршрута, который может переходить от анализа DFM к оснастке, пробным образцам, механической обработке, финишной обработке, инспекции и серийному производству с меньшим количеством изменений и меньшим риском.
Тип проекта | Почему подходит индивидуальное литье алюминия под давлением | Опасения покупателя |
|---|---|---|
Алюминиевые корпуса | Может формировать индивидуальные оболочки, ребра, бобышки и монтажные структуры | Стабильность размеров и качество поверхности |
Корпуса для освещения | Поддерживает контроль тепла, легкую структуру и готовый внешний вид | Тепловые характеристики и качество покрытия |
Электронные кожухи | Обеспечивает защиту, внешний вид и интегрированные элементы сборки | Косметические поверхности и точность сборки |
Крышки двигателей | Поддерживает защитные крышки с обработанными функциональными зонами | Плоскостность, резьбовые отверстия и уплотнительные поверхности |
Корпуса насосов | Может формировать сложные корпуса с обработанными уплотнительными и сборочными зонами | Пористость, риск утечек и точность механической обработки |
Корпуса радиаторов | Может формировать охлаждающие ребра и плоские контактные поверхности | Заполнение ребер, толщина стенок и тепловые контактные поверхности |
Монтажные кронштейны | Поддерживает ребра, бобышки и повторяемые монтажные отверстия | Прочность, положение отверстий и согласованность партий |
Автомобильные алюминиевые детали | Поддерживает легкие производственные детали с повторяемым качеством | Долгосрочная стабильность производства |
Промышленные алюминиевые крышки | Обеспечивает долговечные алюминиевые конструкции для использования в оборудовании | Защита поверхности и повторяемость поставок |

Какие проекты индивидуального литья алюминия под давлением готовы к изготовлению оснастки?
Проект индивидуального литья алюминия под давлением готов к изготовлению оснастки, когда дизайн продукта в основном зафиксирован, 2D-чертеж и 3D-модель подтверждены, направление выбора алюминиевого сплава ясно и у покупателя есть реалистичный диапазон годового спроса. Изготовление оснастки не следует начинать, когда дизайн все еще часто меняется.
Перед изготовлением оснастки покупатели также должны подтвердить критические размеры, зоны механической обработки на станках с ЧПУ, косметические поверхности, требования к чистоте поверхности и условия сборки. Эти детали влияют на конструкцию пресс-формы, припуск на механическую обработку, планирование приспособлений, стандарты финишной обработки и методы инспекции.
Если проект находится только на ранней концептуальной стадии, если направление выбора материала неясно, если каждая поверхность требует высокоточной механической обработки на станках с ЧПУ или если ожидаемый объем не может поддержать инвестиции в оснастку, покупателям следует дополнительно validate дизайн перед началом производства оснастки.
Готово к изготовлению оснастки | Не готово к изготовлению оснастки |
|---|---|
Дизайн продукта в основном зафиксирован | Дизайн часто меняется |
2D-чертеж и 3D-модель подтверждены | Доступна только ранняя концептуальная геометрия |
Направление выбора алюминиевого сплава ясно | Направление выбора материала все еще не определено |
Годовой спрос имеет реалистичный диапазон | Объем производства не может поддержать инвестиции в оснастку |
Критические размеры отмечены | Функциональные размеры не идентифицированы |
Зоны механической обработки на станках с ЧПУ подтверждены | Объем механической обработки неясен |
Косметические поверхности отмечены | Видимые поверхности и стандарты внешнего вида не определены |
Требование к чистоте поверхности подтверждено | Требования к покрытию, окраске или полировке неясны |
Условия сборки проверены | Посадка, функция и сопрягаемые детали не проверены |
Покупатель готов к пробным образцам или серийному производству | Проект все еще находится только на стадии проверки ранней концепции |
Как индивидуальные требования влияют на стратегию литья алюминия под давлением
Индивидуальные требования влияют на всю стратегию литья алюминия под давлением. Покупатели не должны просто отправлять 3D-модель и запрашивать цену. Они должны четко определить функцию детали, направление выбора алюминиевого сплава, стратегию оснастки, зоны механической обработки на станках с ЧПУ, ожидания по чистоте поверхности, стандарты инспекции и объем производства.
Эти требования определяют, должна ли деталь быть отлита, какие области нуждаются в последующей механической обработке, как пресс-форма должна защищать косметические поверхности и как поставщик должен инспектировать готовые детали перед доставкой.
Четкие индивидуальные требования помогают поставщику более точно планировать индивидуальное литье металлов, оснастку для литья алюминия под давлением, припуск на механическую обработку, операции финишной обработки и контроль повторяемого производства.
Индивидуальное требование | Почему это важно | Опасения покупателя |
|---|---|---|
Функция детали | Определяет прочность, сборку и использование | Избежать неправильного производственного маршрута |
Алюминиевый сплав | Влияет на литье, прочность и механическую обработку | Соответствие материала потребностям продукта |
Стратегия оснастки | Контролирует повторяемость производства | Снизить риск модификаций |
Зоны механической обработки на станках с ЧПУ | Определяет функциональную точность | Избежать изменений цены в дальнейшем |
Чистота поверхности | Влияет на внешний вид и защиту | Снизить косметические споры |
Стандарт инспекции | Контролирует критерии приемки | Улучшить согласованность партий |
Объем производства | Влияет на оснастку и удельную стоимость | Планирование долгосрочного производства |
Как анализ DFM поддерживает индивидуальное литье алюминия под давлением
Анализ DFM является одним из наиболее важных этапов индивидуального литья алюминия под давлением. Цель состоит не только в поиске проблем в чертежах. Реальная цель — проверить, можно ли надежно отлить деталь, можно ли эффективно изготовить оснастку, нужна ли механическая обработка и можно ли контролировать требования к поверхности при повторяемом производстве.
Во время анализа DFM поставщик должен проверять толщину стенок, ребра, бобышки, угол уклона, радиусы углов, положения отверстий, уплотнительные поверхности, базовые поверхности, косметические поверхности, припуск на механическую обработку и зоны чистовой обработки поверхности. Эти факторы влияют на стабильность заполнения, риск усадки, риск пористости, сложность оснастки, стоимость механической обработки и окончательный внешний вид.
Для покупателей анализ DFM помогает снизить модификации пресс-формы, неудачи пробных образцов, доработку механической обработки, споры по чистовой обработке поверхности и долгосрочную нестабильность производства.
Пункт анализа DFM | Что должен проверить поставщик | Риск при игнорировании |
|---|---|---|
Толщина стенок | Подходит ли толщина и постоянна ли она для литья | Усадка, пористость и коробление |
Ребра | Улучшают ли ребра прочность без создания проблем потока | Плохое заполнение, локальная усадка или слабая структура |
Бобышки | Поддерживают ли бобышки крепление без создания толстых горячих точек | Усадка, пористость или слабые зоны под винты |
Угол уклона | Может ли деталь правильно выйти из пресс-формы | Следы трения, залипание и проблемы выталкивания |
Радиусы углов | Поддерживают ли углы поток металла и снижают ли напряжение | Холодные спаи, трещины или слабые углы |
Положения отверстий | Какие отверстия можно отлить, а какие нуждаются в механической обработке | Более высокая стоимость механической обработки или плохая точность отверстий |
Уплотнительные поверхности | Нуждаются ли уплотнительные зоны в контроле плоскостности и чистоты поверхности | Риск утечек и неудача при инспекции |
Базовые поверхности | Какие поверхности контролируют механическую обработку, инспекцию и сборочные ориентиры | Нестабильные размеры и плохая посадка при сборке |
Косметические поверхности | Какие грани нуждаются в защите внешнего вида при проектировании оснастки | Следы литников, выталкивателей или линии разъема на видимых участках |
Припуск на механическую обработку | Осталось ли достаточно материала для окончательной механической обработки на станках с ЧПУ | Брак, доработка или плохой окончательный допуск |
Зоны чистовой обработки поверхности | Какие поверхности нуждаются в полировке, окраске, покрытии или защите | Отклонение чистовой обработки и косметические споры |
Как оснастка влияет на качество индивидуального литья алюминия под давлением
Оснастка напрямую определяет предел качества индивидуального литья алюминия под давлением. Пресс-форма контролирует повторяемость формы детали, стабильность заполнения, конструкцию литников и каналов, вентиляцию, охлаждение, риск пористости, риск усадки, расположение линии разъема, следы выталкивателей, припуск на механическую обработку, качество косметической поверхности и согласованность партий.
Покупатели не должны сравнивать только цену оснастки. Более низкая цена оснастки может создать более высокие общие затраты, если пресс-форма вызывает плохие пробные образцы, нестабильные размеры, дефекты поверхности, недостаточный припуск на механическую обработку, высокий процент брака или частое обслуживание во время повторяемого производства.
Для оснастки для индивидуального литья алюминия под давлением покупатели должны проверить, может ли план оснастки поддержать пробные образцы, корректировку дизайна, механическую обработку на станках с ЧПУ, чистовую обработку поверхности и повторяемое производство.
Фактор оснастки | Как это влияет на индивидуальное литье алюминия под давлением | Риск покупателя при слабости |
|---|---|---|
Повторяемость формы детали | Контролирует, соответствует ли каждая деталь утвержденной геометрии | Вариации партий и проблемы сборки |
Стабильность заполнения | Влияет на то, как алюминий заполняет ребра, бобышки и сложные зоны | Холодные спаи, неполное заполнение и слабые элементы |
Конструкция литников и каналов | Контролирует вход металла и баланс потока | Следы потока, пористость и нестабильное заполнение |
Вентиляция | Помогает захваченному газу выходить во время литья | Пористость и внутренние дефекты |
Охлаждение | Контролирует затвердевание, усадку и стабильность размеров | Коробление, усадка и нестабильные размеры |
Риск пористости | Зависит от потока, вентиляции, перелива и планирования процесса | Открытые поры после механической обработки на станках с ЧПУ |
Риск усадки | Зависит от толщины стенок, локальных толстых сечений и охлаждения | Внутренние дефекты и следы на поверхности |
Расположение линии разъема | Влияет на облой, заусенцы и внешний вид видимой поверхности | Доработка чистовой обработки и косметические споры |
Следы выталкивателей | Влияют на выход детали и качество видимой поверхности | Следы на косметических или функциональных поверхностях |
Припуск на механическую обработку | Оставляет запас материала для отверстий, граней и базовых поверхностей | Брак, доработка или плохой окончательный допуск |
Качество косметической поверхности | Зависит от литника, выталкивателя, линии разъема и планирования поверхности | Отклонение окраски или покрытия |
Согласованность партий | Поддерживает стабильное качество при повторных заказах | Дрейф качества и нестабильность поставок |
Как механическая обработка на станках с ЧПУ завершает индивидуальные литые под давлением алюминиевые детали
Индивидуальное литье алюминия под давлением может формировать сложные структуры, но ключевые функциональные области обычно все еще нуждаются в механической обработке на станках с ЧПУ для индивидуального литья алюминия под давлением. Цель состоит не в том, чтобы обрабатывать каждую поверхность. Цель — обрабатывать только те области, которые влияют на крепление, уплотнение, посадку, позиционирование, движение или инспекцию.
Общие зоны механической обработки на станках с ЧПУ включают резьбовые отверстия, монтажные отверстия, уплотнительные поверхности, подшипниковые отверстия, установочные поверхности, базовые поверхности, грани с контролем плоскостности и сборочные зоны с жесткими допусками.
Покупатели должны разделять поверхности в литом состоянии, обработанные поверхности, косметические поверхности, функциональные поверхности, зоны покрытия и сборочные базовые поверхности до начала изготовления оснастки. Это помогает снизить изменения объема механической обработки, проблемы с приспособлениями, споры о размерах и производственную доработку.
Зона механической обработки на станках с ЧПУ | Почему может потребоваться механическая обработка | Выгода для покупателя |
|---|---|---|
Резьбовые отверстия | Резьба нуждается в контролируемой глубине, шаге и выравнивании | Улучшает надежность крепления |
Монтажные отверстия | Положение отверстия влияет на сборку и установку | Улучшает посадку и повторяемость |
Уплотнительные поверхности | Плоскостность и качество поверхности влияют на герметичность | Снижает риск утечек |
Подшипниковые отверстия | Диаметр и круглость могут нуждаться в более жестком контроле | Улучшает движение и посадку |
Установочные поверхности | Зоны позиционирования контролируют повторяемую сборку | Улучшает согласованность сборки |
Базовые поверхности | Базы направляют механическую обработку и инспекцию | Улучшает контроль размеров |
Грани с контролем плоскостности | Функциональные грани могут требовать окончательной механической обработки | Улучшает контакт и стабильность монтажа |
Сборочные зоны с жесткими допусками | Одного лишь литья может быть недостаточно для требований прецизионной посадки | Снижает отказы сборки и доработку |
Тип поверхности или элемента | Как покупатели должны это определить | Почему это важно |
|---|---|---|
Поверхности в литом состоянии | По возможности оставлять нефункциональные поверхности в литом состоянии | Снижает ненужные затраты на механическую обработку |
Обработанные поверхности | Определить отверстия, грани, базы и зоны с контролем допусков | Улучшает посадку и функцию |
Косметические поверхности | Отметить видимые и критичные для внешнего вида зоны до изготовления оснастки | Защищает окончательный внешний вид |
Функциональные поверхности | Идентифицировать контактные, уплотнительные, монтажные или установочные зоны | Защищает производительность продукта |
Зоны покрытия | Подтвердить покрытие площади, маскировку и толщину | Предотвращает проблемы посадки и внешнего вида |
Сборочные базовые поверхности | Определить опорные поверхности для механической обработки и инспекции | Улучшает повторяемое качество сборки |
Как следует планировать чистовую обработку поверхности для индивидуального литья алюминия под давлением
Чистовую обработку поверхности следует планировать заранее для индивидуального литья алюминия под давлением. Общие постпроцессы включают удаление заусенцев, полировку, окраску, порошковое покрытие, защитное покрытие и прозрачное покрытие. Эти виды отделки могут улучшить внешний вид, защиту и конечную ценность продукта, но они не могут полностью скрыть серьезные дефекты литья.
Покупатели должны подтвердить видимые поверхности, невидимые поверхности, функциональные поверхности, тип покрытия, требования к цвету, шероховатость поверхности, зоны маскировки, допустимый стандарт дефектов и защиту упаковки до изготовления оснастки и пробных образцов.
Требования к внешнему виду не должны ждать до массового производства. Положение линии разъема, следы выталкивателей, зоны удаления литников, пористость, заусенцы и согласованность полировки — все это может повлиять на окончательный косметический результат.
Элемент чистовой обработки поверхности | Что должны подтвердить покупатели | Почему это важно |
|---|---|---|
Удаление заусенцев | Кромки, отверстия, линии разъема и зоны обработки | Улучшает сборку и безопасную обработку |
Полировка | Видимые поверхности и ожидания гладкости | Улучшает внешний вид и тактильные ощущения |
Окраска | Цвет, покрытие и допустимые дефекты поверхности | Улучшает согласованность внешнего вида |
Порошковое покрытие | Зона покрытия, толщина и рабочая среда | Улучшает долговечность и коррозионную стойкость |
Защитное покрытие | Требуемый уровень защиты и условия использования | Увеличивает срок службы |
Прозрачное покрытие | Базовый внешний вид и требования к защите | Защищает видимые алюминиевые поверхности |
Видимые поверхности | Критичные для внешнего вида грани, нуждающиеся в контролируемой отделке | Снижает косметический брак |
Невидимые поверхности | Скрытые зоны, которые могут не нуждаться в премиальной отделке | Контролирует ненужные затраты на отделку |
Функциональные поверхности | Контактные, уплотнительные, монтажные или сборочные зоны | Предотвращает влияние отделки на функцию |
Зоны маскировки | Резьбы, уплотнительные поверхности, контактные зоны и прецизионные элементы | Предотвращает проблемы посадки после покрытия |
Допустимый стандарт дефектов | Допустимые царапины, pits, следы потока, поры и вариации цвета | Создает четкие критерии инспекции |
Защита упаковки | Защита от царапин, вмятин и повреждения покрытия | Сохраняет качество отделки во время доставки |
Как пробные образцы и опытные партии снижают риск индивидуального проекта
Проекты индивидуального литья алюминия под давлением не должны переходить напрямую от оснастки к полному производству. Пробные образцы должны проверять критические размеры, стабильность толщины стенок, элементы механической обработки на станках с ЧПУ, резьбовые отверстия, уплотнительные поверхности, посадку при сборке, уровень заусенцев и облоя, косметические поверхности, результат чистовой обработки поверхности и формат отчета об инспекции.
После утверждения пробных образцов опытные партии могут дополнительно подтвердить повторяемость малых партий, согласованность механической обработки, согласованность покрытия, защиту упаковки, процесс реагирования на дефекты и сроки производства. Это помогает покупателям подтвердить, можно ли повторить качество утвержденного образца в производстве.
Цель пробных образцов и опытных партий — снизить риск перед повторными заказами. Одного приемлемого образца недостаточно, если то же самое качество не может быть повторено в последующих производственных партиях.
Проверка пробного образца | Что должны validate покупатели | Почему это важно |
|---|---|---|
Критические размеры | Размеры, влияющие на посадку, функцию и инспекцию | Подтверждает точность оснастки и литья |
Стабильность толщины стенок | Тонкие зоны, толстые зоны, ребра и бобышки | Подтверждает стабильность дизайна и литья |
Элементы механической обработки на станках с ЧПУ | Отверстия, грани, базы и элементы с жесткими допусками | Подтверждает качество механической обработки |
Резьбовые отверстия | Глубина резьбы, шаг, положение и чистота | Улучшает надежность крепления |
Уплотнительные поверхности | Плоскостность, чистота поверхности и видимые дефекты | Снижает риск утечек |
Посадка при сборке | Посадка с сопрягаемыми компонентами и условия окончательной установки | Снижает риск сборки в производстве |
Уровень заусенцев и облоя | Кромки, отверстия, линии разъема и зоны обработки | Улучшает сборку и безопасную обработку |
Косметические поверхности | Видимые следы, царапины, pits, поры и следы выталкивателей | Подтверждает приемку готовой детали |
Результат чистовой обработки поверхности | Качество полировки, окраски, порошкового или защитного покрытия | Подтверждает стандарт внешнего вида |
Формат отчета об инспекции | Данные размеров, косметические проверки и записи функциональной инспекции | Создает четкие доказательства утверждения |
Проверка опытной партии | Что должны validate покупатели | Почему это важно |
|---|---|---|
Повторяемость малой партии | Повторяемые размеры, качество поверхности и посадка при сборке | Подтверждает стабильность производства |
Согласованность механической обработки | Резьбы, отверстия, базы, грани и зоны плоскостности на нескольких деталях | Снижает доработку при повторных заказах |
Согласованность покрытия | Цвет, покрытие, адгезия и качество видимой поверхности | Подтверждает стабильность отделки |
Защита упаковки | Защита от царапин, вмятин и повреждения покрытия | Сохраняет качество доставки |
Процесс реагирования на дефекты | Как сообщается, исправляется и предотвращается появление дефектов | Поддерживает долгосрочное улучшение качества |
Сроки производства | Время для литья, механической обработки, отделки, инспекции и доставки | Улучшает контроль графика закупок |
Как покупатели должны выбирать поставщика услуг индивидуального литья алюминия под давлением
Покупатели должны выбирать поставщика на основе полных возможностей проекта, а не только цены литья. Подходящий поставщик должен поддерживать анализ DFM, изготовление пресс-форм и штампов, индивидуальные литые под давлением алюминиевые детали, пробные образцы, механическую обработку на станках с ЧПУ, чистовую обработку поверхности, отчеты об инспекции, повторяемое производство, изменения дизайна и долгосрочное снижение затрат.
Сильный поставщик должен понимать, как индивидуальные требования влияют на оснастку, как оснастка влияет на качество литья, как качество литья влияет на механическую обработку на станках с ЧПУ и как планирование чистовой обработки поверхности влияет на окончательный внешний вид.
Neway поддерживает проекты индивидуального литья алюминия под давлением, которые требуют литья алюминия под давлением, изготовления пресс-форм и штампов, механической обработки на станках с ЧПУ после литья под давлением, индивидуального литья металлов, чистовой обработки поверхности, пробных образцов, опытных партий и повторяемого производства. Покупатели, сравнивающие другие маршруты индивидуальных материалов, также могут ознакомиться с индивидуальными литыми под давлением цинковыми деталями и индивидуальными литыми под давлением медными деталями на основе размера детали, функции продукта, требований к внешнему виду и целевой стоимости.
Возможности поставщика | Что должны проверить покупатели | Почему это важно |
|---|---|---|
Анализ DFM | Может ли поставщик проверить толщину стенок, ребра, бобышки и угол уклона до изготовления оснастки? | Снижает изменения пресс-формы и неудачи пробных образцов |
Изготовление пресс-форм и штампов | Может ли поставщик поддержать проектирование, коррекцию и обслуживание оснастки? | Улучшает повторяемость производства |
Индивидуальные литые под давлением алюминиевые детали | Может ли поставщик понять индивидуальную геометрию, функцию и потребности поверхности? | Улучшает точность проекта |
Пробные образцы | Может ли поставщик проверить размеры, механическую обработку и отделку до производства? | Подтверждает готовность к производству |
Координация механической обработки на станках с ЧПУ | Может ли поставщик обрабатывать отверстия, резьбы, грани и базы после литья? | Улучшает окончательную посадку и функцию |
Управление чистовой обработкой поверхности | Может ли поставщик управлять удалением заусенцев, полировкой, окраской, покрытием и стандартами внешнего вида? | Снижает косметические споры |
Отчет об инспекции | Может ли поставщик предоставить отчеты о размерах, косметике и функциях? | Снижает споры о качестве |
Поддержка повторяемого производства | Может ли поставщик поддерживать стабильное качество в долгосрочных заказах? | Улучшает надежность поставок |
Управление изменениями дизайна | Может ли поставщик оценить, как изменения влияют на оснастку, механическую обработку и стоимость? | Контролирует риск модификаций |
Советы по снижению затрат | Может ли поставщик оптимизировать объем механической обработки, зону отделки и детали дизайна? | Контролирует общую стоимость производства |
Часто задаваемые вопросы
