Как выбрать поставщика услуг литья алюминия под давлением для производственных деталей
Как выбрать поставщика услуг литья алюминия под давлением для производственных деталей
Выбор поставщика услуг литья алюминия под давлением — это не просто поиск завода, способного предоставить расценки на деталь. Для производственных проектов заказчикам необходим поставщик, который может контролировать обзор конструкции (DFM), оснастку, литье алюминия под давлением, ЧПУ-обработку, финишную обработку поверхности, инспекцию и серийную поставку как единый связанный процесс.
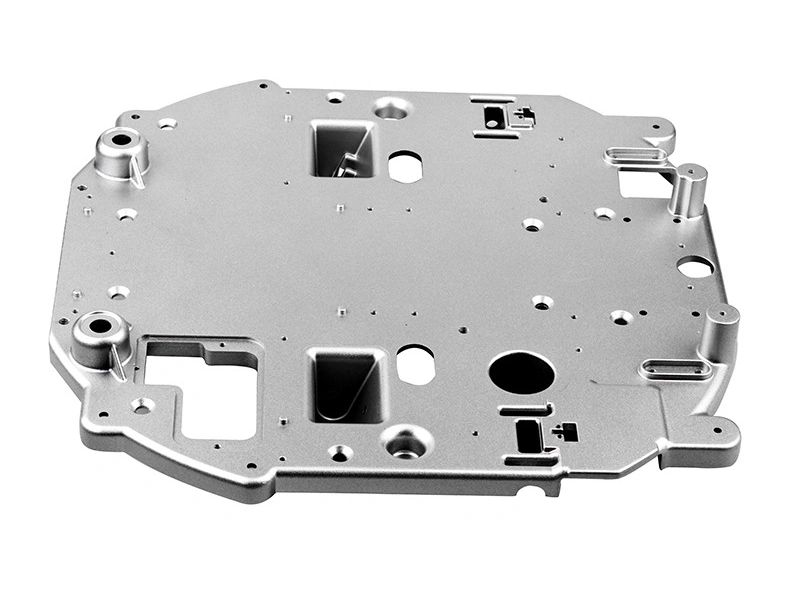
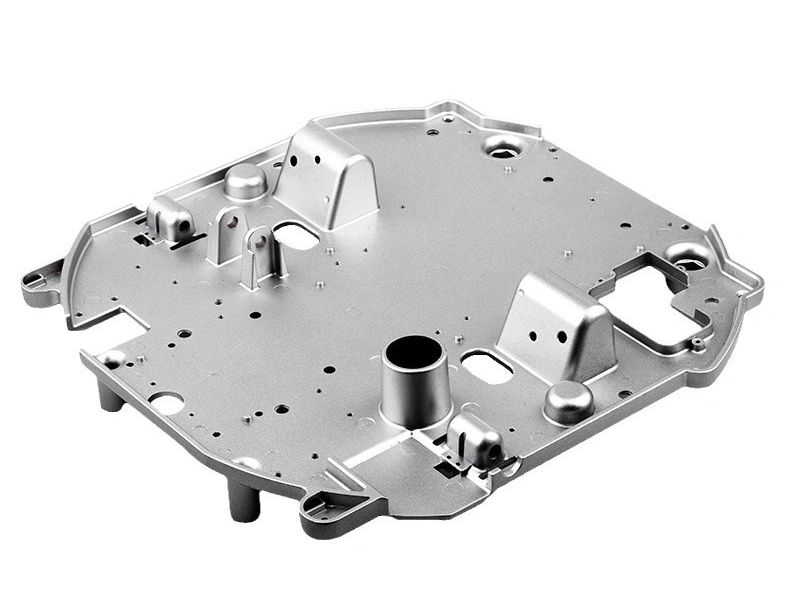
Детали, изготовленные методом литья алюминия под давлением, часто используются в корпусах, кронштейнах, крышках, корпусах осветительных приборов, корпусах радиаторов, крышках двигателей, корпусах насосов, автомобильных деталях, электронных корпусах и компонентах промышленного оборудования. Эти проекты обычно требуют легкой металлической конструкции, стабильных размеров, локальной прецизионной обработки, готовых поверхностей и долгосрочной согласованности поставок.
Для заказчиков, инженеров и руководителей проектов правильный поставщик может снизить риски, связанные с оснасткой, улучшить утверждение образцов, контролировать затраты на обработку, управлять качеством финишной обработки поверхности и поддерживать долгосрочное производство. Неправильный выбор поставщика может привести к многократным изменениям пресс-форм, нестабильности размеров, дефектам поверхности, спорам при инспекции и задержкам поставки.
Почему выбор поставщика важен в проектах литья алюминия под давлением
Выбор поставщика имеет значение, поскольку проекты литья алюминия под давлением обычно включают более одного этапа производства. Производственная деталь может требовать обзора DFM, проектирования пресс-формы, литья под давлением, обрезки, удаления заусенцев, ЧПУ-обработки, финишной обработки поверхности, инспекции, упаковки и повторной поставки.
Если поставщик фокусируется только на цене литья, проект может потерпеть неудачу на этапах оснастки, обработки, финишной отделки или контроля качества партии. Качество оснастки влияет на стабильность производства. Возможности ЧПУ-обработки влияют на отверстия, резьбу, уплотнительные поверхности и размеры сборки. Управление финишной обработкой поверхности влияет на приемку внешнего вида. Возможности инспекции влияют на согласованность партии.
Для долгосрочных проектов заказчики должны выбирать поставщика услуг литья алюминия под давлением, который может поддерживать весь производственный процесс, а не рассматривать каждый этап отдельно.
Область компетенции поставщика | Почему это важно | Риск для заказчика при слабой компетенции |
|---|---|---|
Обзор DFM | Выявляет риски конструкции, толщины стенок, уклонов и допусков до начала изготовления оснастки | Модификация пресс-формы и неудача с образцами |
Качество оснастки | Контролирует стабильность пресс-формы, заполнение, охлаждение и повторяемость | Пористость, усадка, облой и нестабильные размеры |
Поддержка ЧПУ-обработки | Обрабатывает отверстия, резьбу, уплотнительные поверхности и установочные базы | Плохая посадка, утечки и функциональные отказы |
Управление финишной обработкой поверхности | Контролирует полировку, покраску, покрытие и стандарты внешнего вида | Отклонение по косметическим дефектам и переделка отделки |
Возможности инспекции | Проверяет размеры, косметические поверхности и критические характеристики | Споры по качеству партии |
Контроль серийной поставки | Поддерживает долгосрочные повторные заказы и стабильные отгрузки | Задержка производства и нестабильность поставок |
Какие проекты нуждаются в надежном поставщике услуг литья алюминия под давлением?
Заказчикам следует искать надежного поставщика услуг литья алюминия под давлением, когда проект требует готовых к производству нестандартных деталей, изготовленных методом литья алюминия под давлением, а не только простого прототипа. Такие проекты обычно включают инвестиции в оснастку, стабильный годовой спрос, требования к размерам, локальную ЧПУ-обработку, финишную обработку поверхности и долгосрочное планирование поставок.
Типичные проекты включают алюминиевые корпуса, кронштейны, крышки, корпуса осветительных приборов, корпуса радиаторов, крышки двигателей, корпуса насосов, автомобильные детали, электронные корпуса, детали промышленного оборудования и другие нестандартные детали, изготовленные методом литья алюминия под давлением.
Эти проекты часто требуют легкой конструкции, стабильных размеров, финишной обработки поверхности, припуска на обработку, контроля инспекции и повторяемости партии. Если деталь должна перейти от прототипа или пробных образцов к производству, возможности поставщика становятся ключевой частью успеха проекта.
Тип проекта | Почему подходит литье алюминия под давлением | Необходимые возможности поставщика |
|---|---|---|
Алюминиевые корпуса | Позволяет формировать легкие оболочки, ребра и крепежные элементы | Оснастка, чистота поверхности и контроль размеров |
Кронштейны | Обеспечивает прочность, жесткость и повторяемые точки крепления | ЧПУ-обработка и поддержка инспекции |
Крышки | Обеспечивает легкую металлическую защиту и готовый внешний вид | Управление косметической поверхностью и покрытием |
Корпуса осветительных приборов | Поддерживает тепловой контроль, конструкцию и финишную обработку поверхности | Планирование материала, оснастки и покрытия |
Корпуса радиаторов | Позволяет сочетать тепловые структуры и эффективность производства | Обзор DFM и точность обработки |
Крышки двигателей | Требует повторяемых размеров и поверхностей сборки | Припуск на обработку и контроль уплотнительных поверхностей |
Корпуса насосов | Могут потребоваться уплотнительные поверхности, резьба и точность крепления | ЧПУ-обработка и инспекция на предмет утечек |
Автомобильные детали | Требует легкой конструкции и стабильного серийного производства | Контроль качества партии и долгосрочных поставок |
Электронные корпуса | Требует внешнего вида, защиты и стабильности размеров | Финишная обработка поверхности и косметическая инспекция |
Детали промышленного оборудования | Требует долговечных производственных деталей и повторяемых поставок | Техническое обслуживание оснастки и согласованность партии |
Ключевые возможности, которые заказчики должны проверять у поставщика услуг литья алюминия под давлением
Хороший поставщик услуг литья алюминия под давлением должен поддерживать не только литье. Заказчики должны проверить, может ли поставщик оценивать риски конструкции, изготавливать оснастку, контролировать дефекты литья алюминия, предоставлять ЧПУ-обработку, управлять финишной обработкой поверхности, инспектировать критические размеры и поддерживать долгосрочное серийное производство.
Эти возможности взаимосвязаны. Если оснастка не учитывает припуск на ЧПУ-обработку, обработанная деталь может впоследствии оказаться бракованной. Если косметические поверхности не определены до изготовления оснастки, финишная обработка поверхности может стать затруднительной. Если стандарты инспекции неясны, споры по качеству партии могут возникнуть после поставки.
Возможность поставщика | Почему это важно | Выгода для заказчика |
|---|---|---|
Обзор DFM | Выявляет риски конструкции до изготовления оснастки | Снижает необходимость модификации пресс-формы |
Изготовление инструментов и штампов | Контролирует качество и стабильность пресс-формы | Улучшает согласованность производства |
Опыт литья алюминия под давлением | Управляет материалом, потоком и контролем дефектов | Снижает дефекты литья |
Поддержка ЧПУ-обработки | Контролирует отверстия, резьбу и поверхности сборки | Улучшает посадку и функциональность |
Управление финишной обработкой поверхности | Поддерживает полировку, покраску или покрытие | Улучшает внешний вид |
Возможности инспекции | Проверяет размеры и косметические поверхности | Снижает риск качества партии |
Контроль серийного производства | Поддерживает долгосрочные заказы | Улучшает стабильность поставки |
Как возможности оснастки влияют на выбор поставщика
Возможности оснастки являются одним из наиболее важных факторов при выборе поставщика услуг литья алюминия под давлением. Если поставщик не может контролировать проектирование оснастки, проект может столкнуться с неудачей пробной пресс-формы, многократными изменениями пресс-формы, пористостью, усадкой, неправильным расположением линии разъема, видимыми следами толкателей, недостаточным припуском на ЧПУ-обработку и нестабильными размерами партии.
Перед началом изготовления оснастки для литья алюминия под давлением поставщик должен провести обзор DFM и подтвердить конструкцию литниковой системы, вентиляцию, систему охлаждения, положение толкателей, расположение линии разъема, припуск на обработку и косметические поверхности.
Заказчикам не следует сравнивать только цену оснастки. Более дешевая пресс-форма может стать дороже, если она приведет к высокому проценту брака, увеличению времени цикла, большему объему отделочных работ или нестабильному производству. Надежный процесс изготовления оснастки помогает улучшить утверждение образцов и долгосрочную согласованность производства.
Область обзора оснастки | Почему это важно | Риск для заказчика при игнорировании |
|---|---|---|
Конструкция литниковой системы | Контролирует поток расплавленного алюминия в пресс-форму | Следы потока, недолив и нестабильное заполнение |
Конструкция вентиляции | Помогает удалять захваченный газ во время литья | Пористость и внутренние дефекты |
Конструкция системы охлаждения | Контролирует усадку, деформацию и время цикла | Коробление и нестабильные размеры |
Положение толкателей | Влияет на извлечение детали и следы на поверхности | Следы от толкателей на косметических или сборочных поверхностях |
Линия разъема | Влияет на облой, заусенцы и качество видимой поверхности | Дополнительные затраты на отделку и споры по внешнему виду |
Припуск на обработку | Оставляет запас материала для отверстий, поверхностей и функциональных элементов | Брак, переделка или плохие конечные размеры |
Косметические поверхности | Идентифицирует видимые поверхности до проектирования пресс-формы | Следы от литников, толкателей или линии разъема на зонах внешнего вида |
Почему поддержка ЧПУ-обработки важна после литья алюминия под давлением
Поддержка ЧПУ-обработки важна, поскольку многим деталям, изготовленным методом литья алюминия под давлением, требуется последующая обработка функциональных зон. Эти зоны часто включают резьбовые отверстия, монтажные отверстия, уплотнительные поверхности, отверстия для подшипников, установочные поверхности, базовые поверхности, поверхности с контролем плоскостности и зоны сборки с жесткими допусками.
Если поставщик понимает как литье алюминия под давлением, так и ЧПУ-обработку после литья алюминия под давлением, он может заранее спланировать припуск на обработку, расположение приспособлений, установочные базы и стандарты инспекции. Это снижает переделку обработки, сложность оснастки приспособлений, вариацию размеров и изменение затрат после пробных образцов.
Заказчики должны подтвердить, какие области должны быть обработаны, а какие могут оставаться в литом состоянии, до получения коммерческого предложения. Это помогает контролировать затраты, одновременно защищая характеристики, влияющие на посадку и функциональность.
Обрабатываемая характеристика | Почему это важно | Выгода для заказчика |
|---|---|---|
Резьбовые отверстия | Резьба требует контролируемой глубины, шага и соосности | Повышает надежность крепления |
Монтажные отверстия | Положение отверстия влияет на точность установки | Улучшает посадку при сборке |
Уплотнительные поверхности | Плоскостность и качество поверхности влияют на контроль утечек | Улучшает герметизирующие свойства |
Отверстия для подшипников | Круглость и диаметр могут требовать жесткого контроля | Снижает износ, вибрацию и проблемы с посадкой |
Установочные поверхности | Зоны позиционирования контролируют повторяемую сборку | Улучшает согласованность сборки |
Базовые поверхности | Базы направляют обработку, инспекцию и сборку | Улучшает контроль размеров |
Поверхности с контролем плоскостности | Функциональные поверхности могут требовать окончательной обработки | Улучшает стабильность крепления и контакта |
Зоны сборки с жесткими допусками | Только литье может не соответствовать требованиям прецизионной посадки | Снижает отказы при сборке и переделку |
Как возможности финишной обработки поверхности влияют на приемку готовой детали
Возможности финишной обработки поверхности влияют на приемку готовой детали, поскольку многие детали, изготовленные методом литья алюминия под давлением, являются видимыми, покрытыми, окрашенными, подвергаются обработке или собираются в продукты, ориентированные на клиента. Поставщик должен понимать, как качество литья под давлением, контроль заусенцев, контроль пористости и проектирование оснастки влияют на конечные результаты поверхности.
Распространенные постпроцессы включают удаление заусенцев, полировку, покраску, порошковое покрытие, защитное покрытие и лакирование. Эти виды отделки могут улучшить внешний вид, коррозионную стойкость, тактильные качества и ценность продукта, но они не могут полностью исправить серьезные дефекты литья.
Заказчики должны подтвердить косметические поверхности, функциональные поверхности, невидимые поверхности, зоны покрытия, зоны маскирования, допустимые стандарты дефектов и критерии инспекции перед началом производства. Для деталей внешнего вида финишная обработка поверхности должна быть запланирована до изготовления оснастки, а не после появления дефектов литья.
Требование к поверхности | Что должны подтвердить заказчики | Почему это важно |
|---|---|---|
Косметические поверхности | Видимые и критически важные для внешнего вида грани | Помогает спланировать литники, толкатели, линию разъема и стандарты инспекции |
Функциональные поверхности | Зоны уплотнения, контакта, крепления или сборки | Предотвращает влияние отделки на функцию детали |
Невидимые поверхности | Скрытые зоны, не требующие премиальной отделки | Снижает ненужные затраты на отделку |
Зоны покрытия | Покрытие, тип покрытия и требования к цвету | Улучшает планирование внешнего вида и коррозионной стойкости |
Зоны маскирования | Резьба, уплотнительные поверхности или зоны прецизионной обработки | Предотвращает проблемы с посадкой после покрытия |
Стандарт допустимых дефектов | Царапины, pits, следы потока, заусенцы и вариация цвета | Снижает споры по качеству после поставки |
Критерии инспекции | Как будет проверяться внешний вид и качество отделки | Улучшает согласованность приемки партии |
Как заказчики могут снизить риски при работе с новым поставщиком
Заказчики могут снизить риски при работе с новым поставщиком услуг литья алюминия под давлением, подтвердив инженерные решения, оснастку, обработку, отделку и стандарты качества перед полным производством. Цель состоит в том, чтобы выявить проблемы на раннем этапе, прежде чем они станут изменениями оснастки, дефектами партии или сбоями поставки.
Практический процесс контроля рисков включает обзор DFM, подтверждение материала, обзор оснастки, планирование припуска на обработку, маркировку критических размеров, маркировку косметических поверхностей, валидацию пробных образцов, валидацию малой партии, утверждение стандарта инспекции, подтверждение стандарта финишной обработки поверхности и обзор упаковки.
Заказчики также должны использовать пробные образцы и малые партии для проверки размеров, внешнего вида поверхности, результатов обработки, посадки при сборке и коммуникации с поставщиком перед переходом к долгосрочным производственным заказам.
Шаг контроля риска | Что подтвердить | Выгода для заказчика |
|---|---|---|
Обзор DFM | Толщина стенок, ребра, бобышки, угол уклона и риски допусков | Снижает необходимость модификации пресс-формы |
Подтверждение материала и конструкции | Марка алюминиевого сплава и геометрия детали | Улучшает технологичность литья |
Припуск на обработку до изготовления оснастки | Запас материала для отверстий, поверхностей, баз и уплотнительных поверхностей | Предотвращает недостаток материала после литья |
Маркировка критических размеров | Размеры, влияющие на посадку, функцию или инспекцию | Фокусирует обработку и контроль качества |
Маркировка косметических поверхностей | Видимые и критически важные для внешнего вида поверхности | Улучшает планирование оснастки и отделки |
Валидация пробных образцов | Размеры, внешний вид, обработка и посадка при сборке | Выявляет проблемы до серийного производства |
Валидация малой партии | Повторяемость, стабильность отделки и результаты инспекции | Тестирует согласованность производства |
Стандарт инспекции | Критерии приемки по размерам, косметике и функции | Снижает споры по качеству |
Стандарт финишной обработки поверхности | Покрытие, покраска, полировка и допустимые дефекты | Улучшает приемку готовой детали |
Обзор доставки и упаковки | Защита упаковки и требования к доставке | Снижает повреждения при транспортировке и проблемы с доставкой |
Как сравнивать поставщиков услуг литья алюминия под давлением для долгосрочного производства
Заказчики должны сравнивать поставщиков услуг литья алюминия под давлением по общим производственным возможностям, а не только по цене за единицу. Поставщик, предлагающий низкую цену, но не способный контролировать оснастку, обработку, отделку или качество партии, может создать более высокие долгосрочные затраты.
Важные пункты для сравнения включают производственные консультации, возможности оснастки, поддержку ЧПУ-обработки, управление поверхностной обработкой, размерную инспекцию, согласованность партии, поддержку долгосрочных заказов, улучшение качества, предложения по снижению затрат и стабильную доставку.
Neway поддерживает проекты литья алюминия под давлением, которые требуют нестандартных деталей, изготовленных методом литья алюминия под давлением, оснастки для литья алюминия под давлением, ЧПУ-обработки после литья алюминия под давлением, финишной обработки поверхности, нестандартного литья металла и контроля серийного производства. Для заказчиков, сравнивающих поставщиков, ранний обзор проекта помогает снизить риски и повысить ценность долгосрочного производства.
Пункт сравнения | Что должны проверить заказчики | Почему это важно для долгосрочного производства |
|---|---|---|
Производственные консультации | Предоставляет ли поставщик предложения по DFM и снижению затрат | Помогает улучшить конструкцию до изготовления оснастки |
Возможности оснастки | Может ли поставщик поддерживать изготовление инструментов и штампов | Контролирует стабильность литья и срок службы пресс-формы |
Поддержка ЧПУ-обработки | Может ли поставщик обрабатывать критические элементы после литья | Улучшает посадку и функциональность |
Управление поверхностной обработкой | Может ли поставщик управлять требованиями по полировке, покраске и покрытию | Улучшает приемку внешнего вида |
Размерная инспекция | Может ли поставщик инспектировать критические размеры и обработанные зоны | Снижает риск качества партии |
Согласованность партии | Может ли поставщик поддерживать стабильное качество при повторных заказах | Поддерживает надежность долгосрочных поставок |
Поддержка долгосрочных заказов | Может ли поставщик справляться с повторным производством и техническим обслуживанием оснастки | Снижает риск смены поставщика |
Поддержка улучшения качества | Отслеживает ли поставщик дефекты и улучшает ли контроль процесса | Снижает повторяющиеся дефекты |
Предложения по снижению затрат | Может ли поставщик оптимизировать обработку, отделку и конструкцию детали | Контролирует общие производственные затраты |
Стабильная доставка | Может ли поставщик соблюдать график доставки и качество упаковки | Поддерживает производственное планирование |
Заказчики, которые также закупают другие материалы, должны сравнивать поставщиков алюминия с соответствующими возможностями, такими как поддержка поставщика услуг литья цинка под давлением и поддержка поставщика услуг литья меди под давлением. Поставщик с более широкими знаниями о материалах и процессах может помочь заказчикам выбрать правильный путь для различных нестандартных деталей, изготовленных методом литья под давлением.
Часто задаваемые вопросы (FAQ)
Какие возможности поставщика снижают риски проекта литья алюминия под давлением?
Как заказчики могут проверить поддержку оснастки, обработки и финишной отделки поверхности?
Когда заказчики должны выбирать поставщика услуг литья алюминия под давлением полного цикла?
Как заказчики могут validate качество партии перед долгосрочным сотрудничеством?
