为什么压铸件在铸造后需要 CNC 加工?
为什么压铸件在铸造后需要 CNC 加工?
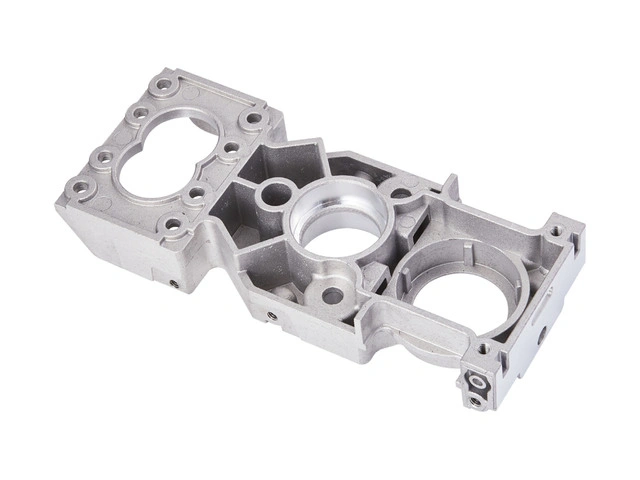
压铸件通常需要在铸造后进行 CNC 加工,因为铸造可以高效地形成复杂形状,但某些功能区域需要比铸态条件更高的尺寸精度。CNC 加工常用于精加工孔位、螺纹、密封面、轴承孔、法兰面、安装表面和装配基准。
对于买家而言,铸后加工并不意味着压铸不准确。这是一种将近净成形铸造与精密精加工相结合的正常且具成本效益的方法。铸造工艺创建主要几何形状,而 CNC 加工仅控制影响装配配合、密封、紧固、旋转、对准和最终产品性能的关键区域。
1. 为什么仅靠铸造并不总是足够
压铸非常适合生产带有加强筋、凸台、外壳、盖板、支架、内腔和重复生产几何形状的复杂金属零件。然而,零件的某些区域必须满足比单独铸造所能可靠实现的更严格的公差、更光滑的表面或更准确的定位。
当零件必须与其他组件连接、固定轴承、相对于垫片密封、支撑螺钉、与轴对准或满足受控的装配基准时,尤其如此。在这些情况下,铸造后的 CNC 加工有助于提高尺寸精度并降低功能风险。
铸态局限性 | 为何重要 | CNC 加工解决方案 |
|---|---|---|
孔位变化 | 安装孔必须与螺钉、销钉或配合零件对准 | 铸造后加工孔以获得更好的位置和直径控制 |
表面粗糙度变化 | 密封面和接触区域可能需要更光滑的表面 | 加工密封面、法兰面和接触表面 |
螺纹质量要求 | 螺纹通常需要准确的牙型、深度和强度 | 铸造后攻丝、铣螺纹或加工螺纹特征 |
装配基准控制 | 关键基准决定零件在最终装配中的配合方式 | 加工参考表面并根据图纸要求进行检验 |
2. 哪些压铸特征通常需要 CNC 加工
并非压铸件的每个表面都需要加工。在大多数具有成本效益的项目中,仅对关键功能区域进行加工。这使得买家能够在保持铸造成本优势的同时,仍能达到装配和性能所需的精度。
特征 | 为何需要 CNC 加工 | 典型应用 |
|---|---|---|
安装孔 | 孔的位置和尺寸必须与配合零件或紧固件匹配 | 外壳、支架、盖板、框架 |
螺纹 | 螺纹精度影响紧固强度和装配可靠性 | 阀体、外壳、连接器、机械零件 |
密封面 | 平面度和表面粗糙度影响泄漏控制 | 泵零件、阀体、外壳、流体系统组件 |
轴承孔 | 孔径、圆度和对准度影响运动性能 | 电机外壳、旋转部件、机械组件 |
法兰面 | 法兰平面度影响密封、安装和连接稳定性 | 泵壳、管接头、设备盖 |
装配基准 | 基准控制在装配和检验过程中的零件定位 | 精密铸造外壳、结构件、装配组件 |
3. CNC 加工如何改善装配配合
装配配合是压铸件需要后期加工的主要原因之一。压铸件可能具有复杂的形状和良好的整体生产效率,但最终产品仍需准确的孔、平整的表面、螺纹区域和参考基准,以便与其他零件正确装配。
例如,外壳可能需要加工安装孔以确保螺钉正确配合。泵体可能需要加工密封面以减少泄漏。机械支架可能需要加工基准以使其与另一个组件对准。这就是为什么CNC 后期加工有助于保证装配配合和功能可靠性的原因。
装配要求 | 无 CNC 加工的风险 | 加工优势 |
|---|---|---|
紧固件对准 | 螺钉可能无法与配合零件正确对准 | 提高孔位精度和紧固可靠性 |
密封配合 | 不平整的表面可能导致泄漏或垫片失效 | 提高平面度、粗糙度和密封性能 |
组件定位 | 零件可能会移位、倾斜或导致最终装配失败 | 创建准确的基准以实现可重复的装配 |
运动部件间隙 | 孔或槽可能无法支持平滑运动 | 控制孔径、对准度和功能间隙 |
4. 为什么后期加工能降低尺寸偏差风险
压铸涉及熔融金属填充模具,然后冷却成最终零件。在冷却过程中,收缩率、模具温度、壁厚、合金类型和零件几何形状等因素都会影响最终尺寸。虽然良好的工装和过程控制可以减少变异,但一些高精度特征仍需要 CNC 加工以满足最终公差。
后期加工通过为关键尺寸提供受控的工艺过程,降低了尺寸偏差风险。这对于影响密封、装配、紧固、旋转、对准或检验批准的特征尤为有用。
尺寸风险 | 原因 | 后期加工如何提供帮助 |
|---|---|---|
收缩率变化 | 不同的壁厚和冷却速率可能会影响最终尺寸 | 铸造后可将关键区域加工至最终尺寸 |
基准不一致 | 铸态表面可能无法提供稳定的参考点 | 加工基准可为检验和装配创建可靠的参考 |
表面平面度变化 | 冷却和顶出可能会影响平整表面 | 加工可改善密封或安装表面的平面度 |
孔和孔径变化 | 铸态孔可能无法满足最终功能公差 | 钻孔、镗孔、铰孔或铣削可提高孔精度 |
5. 为什么只应加工关键区域
对压铸件的每个表面进行加工通常是不必要且昂贵的。铸造的主要优势在于它可以高效地形成大部分几何形状。CNC 加工应保留给真正需要精度的区域,如孔、螺纹、孔腔、密封面、安装基准和功能接口。
这种方法有助于买家降低成本,同时仍满足性能要求。零件保持了铸造的成本效益,并仅在关键部位获得精度。
加工策略 | 成本影响 | 推荐用途 |
|---|---|---|
加工每个表面 | 加工时间长、夹具成本高、检验成本高且交货期更长 | 除非整个零件都需要精密表面,否则通常不必要 |
仅加工关键区域 | 降低加工成本并缩短生产周期 | 最适合大多数具有局部精度要求的压铸件 |
非关键表面保持铸态 | 保持压铸成本优势 | 适用于隐藏表面、非配合区域和一般几何形状 |
报价前定义加工区域 | 提高成本准确性和工艺规划 | 推荐用于有装配要求的定制压铸项目 |
6. 买家在报价前应确认什么
买家应在报价阶段确认 CNC 加工区域。这有助于供应商更准确地估算加工余量、夹具设计、刀具路径、检验方法、公差要求和最终成本。如果早期未明确定义加工区域,报价可能会遗漏重要的成本项目或需要后期调整。
报价信息 | 为何重要 | 成本和工艺影响 |
|---|---|---|
加工表面 | 显示哪些区域需要在铸造后进行 CNC 精加工 | 影响加工时间、夹具设计和检验成本 |
关键公差 | 定义哪些尺寸必须严格控制 | 影响刀具路径、加工方法和质量控制 |
基准参考 | 控制零件在加工和检验过程中的定位方式 | 影响重复性和装配配合 |
螺纹和孔要求 | 螺纹和孔通常需要二次加工 | 影响钻孔、攻丝、镗孔、铰孔和检验规划 |
密封或法兰要求 | 密封面需要受控的平面度和粗糙度 | 影响加工余量、表面质量和泄漏风险 |
7. 总结
问题 | 答案 |
|---|---|
为什么压铸件在铸造后需要 CNC 加工? | 因为铸造可以高效地形成复杂形状,但关键功能区域通常需要比铸态条件更高的精度。 |
哪些区域通常需要 CNC 加工? | 安装孔、螺纹、密封面、轴承孔、法兰面、平整表面和装配基准通常需要加工。 |
每个表面都需要加工吗? | 不需要。为了保持工艺的成本效益,只应加工关键功能区域。 |
加工如何改善装配? | 它提高了孔精度、螺纹质量、密封表面平面度、基准控制和配合零件的对准度。 |
买家在报价前应确认什么? | 买家应确认加工区域、关键公差、基准、孔和螺纹要求、密封面、检验需求和最终装配要求。 |
总之,当关键功能区域需要更高的精度、更好的表面控制或更可靠的装配配合时,压铸件在铸造后需要 CNC 加工。铸造创建复杂的近净形状,而 CNC 加工控制孔、螺纹、密封面、轴承孔、法兰面和基准。买家可以通过仅加工关键区域而非每个表面来降低成本,并在报价阶段确认加工区域、余量、夹具、公差和检验要求。



