How Aluminum Casting Parts Help Buyers Balance Cost and Performance
How Aluminum Casting Parts Help Buyers Balance Cost and Performance
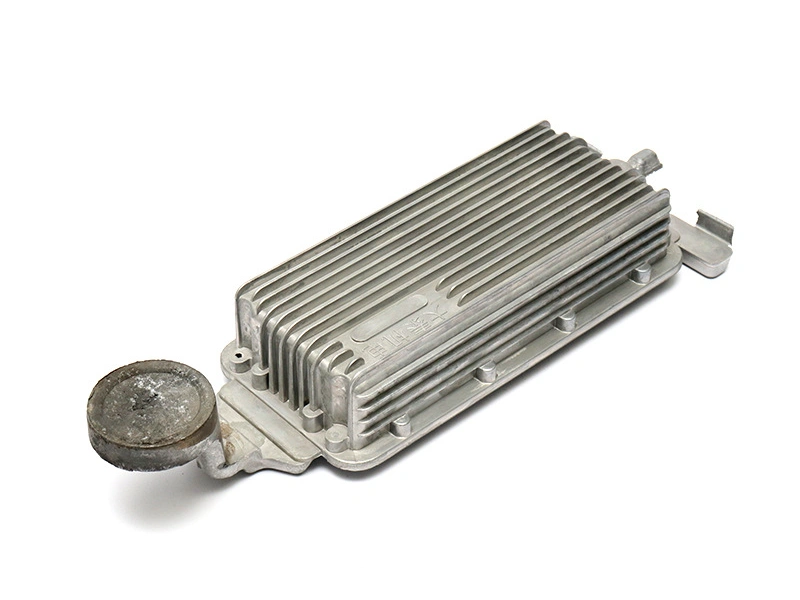
Aluminum casting parts help buyers produce lightweight metal components with balanced strength, cost, surface finish and production stability. They are used in housings, covers, brackets, structural parts, lighting components, electronic enclosures, motor covers, pump bodies and other custom aluminum production parts.
For buyers, aluminum casting parts should not be selected only because aluminum is lightweight. The real decision is whether the part design, production volume, tooling investment, CNC machining needs, surface finish requirements and long-term order plan fit an aluminum die casting route.
A successful project should connect product performance with manufacturability. If buyers confirm geometry, volume, tooling strategy, critical tolerances, machined areas and surface standards early, aluminum casting parts can support better cost control and more stable production.
When Are Aluminum Casting Parts Suitable for Die Casting?
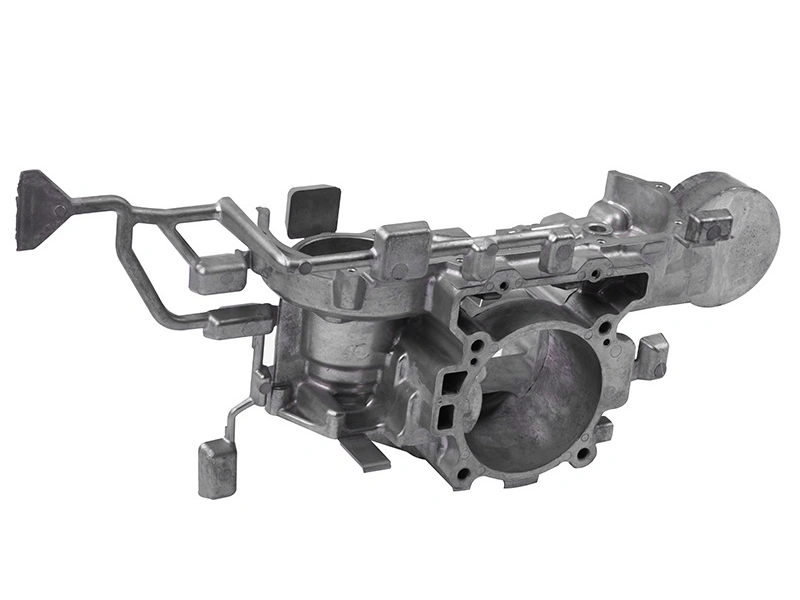
Aluminum casting parts are suitable for die casting when the project needs medium to high-volume production, complex geometry, stable dimensions and lightweight metal structure. Die casting is especially useful when the part includes housings, covers, brackets, ribs, bosses, mounting features or integrated functional structures.
Buyers should consider aluminum die casting when the part needs local CNC machining, polishing, painting, powder coating or long-term stable supply. The process can form the main shape efficiently and leave only key functional areas for post machining.
However, die casting may not be the best first step if the quantity is very low, the design is still changing, all surfaces require high-precision CNC machining, the product is still in early testing or the annual demand is not enough to justify tooling cost.
Project Condition | Die Casting Suitability | Buyer Decision Point |
|---|---|---|
Medium to high-volume production | Suitable | Tooling cost can be spread across repeat orders |
Complex housings, covers or brackets | Suitable | Die casting can form integrated structures efficiently |
Need lightweight metal structure | Suitable | Aluminum helps reduce weight while keeping useful strength |
Need local CNC machining | Suitable | Machine only functional areas after casting |
Very low quantity | Usually not suitable | CNC machining or prototype samples may be better first |
Design changes frequently | Not ready | Tooling should wait until the design is stable |
All surfaces require high precision CNC machining | Needs review | Full machining may remove the cost advantage of casting |
How Buyers Should Match Aluminum Casting Parts to Production Volume
Production volume is one of the most important factors when choosing how to make aluminum casting parts. Buyers should not only look at the first order quantity. They should also consider future annual demand, repeat order stability, design maturity and long-term cost target.
If the project is still in early prototype or design validation, CNC machining or trial samples may be more flexible. If the product has stable demand and repeat orders, aluminum die casting can reduce long-term unit cost through tooling investment and faster production cycles.
For custom metal casting projects, the best process route should match both current validation needs and future production plans.
Production Stage | Suitable Method | Buyer Concern |
|---|---|---|
Early prototype | CNC machining or prototype samples | Fast validation |
Design validation | Sample or trial production | Check fit and function |
Low-to-medium volume | Evaluate tooling investment carefully | Balance cost and flexibility |
Stable mass production | Aluminum die casting | Reduce long-term unit cost |
Long-term repeat orders | Production tooling plus machining | Control quality and delivery |
How Aluminum Casting Parts Balance Weight, Strength and Cost
The value of aluminum casting parts is the ability to balance lightweight design, structural strength, thermal performance, forming efficiency, post-machining cost, surface treatment cost and batch consistency.
Buyers should avoid two common mistakes. The first is choosing the lowest unit price without considering tooling stability, scrap risk and rework cost. The second is pursuing lightweight design too aggressively, which may cause weak wall sections, poor assembly strength, unstable dimensions or surface defects.
A better approach is to design aluminum cast parts with reasonable wall thickness, ribs, bosses, corner radius, mounting features and clear functional surfaces. This helps the part stay lightweight without losing production reliability.
Balance Area | Buyer Goal | Risk if Not Balanced |
|---|---|---|
Lightweight design | Reduce unnecessary material and product weight | Thin weak areas, deformation or poor assembly strength |
Structural strength | Use ribs, bosses and local reinforcement where needed | Cracking, weak mounting points or poor durability |
Thermal performance | Support heat flow, cooling ribs or heat sink structures | Poor heat control or unstable product performance |
Tooling stability | Support repeatable casting and lower scrap risk | Sample failure, rework and higher total cost |
CNC machining cost | Machine only key functional areas | Excessive machining time and inspection cost |
Surface treatment cost | Finish only the surfaces that need appearance or protection | Unnecessary polishing, coating or rework cost |
How Part Geometry Affects Aluminum Casting Part Quality
Part geometry has a direct effect on aluminum casting part quality. Wall thickness, ribs, bosses, corner radius, draft angle, hole position, mounting surfaces, sealing surfaces, cosmetic surfaces and machining allowance should be reviewed before tooling begins.
If the structure is not suitable for aluminum die casting, the project may face shrinkage, porosity, warpage, flash, machining difficulty, coating defects or assembly problems. These issues are usually more expensive to solve after mold making.
DFM review helps buyers improve part geometry before tooling. The goal is not to simplify every part, but to make the design easier to cast, machine, finish and inspect consistently.
Geometry Factor | Why It Matters | Possible Risk |
|---|---|---|
Wall thickness | Affects filling, shrinkage and cooling stability | Shrinkage, porosity or weak sections |
Ribs | Improve stiffness without adding too much weight | Poor flow or local shrinkage if poorly designed |
Bosses | Support screws, inserts and mounting features | Thick hot spots and weak fastening areas |
Corner radius | Improves metal flow and reduces stress concentration | Cold shuts, cracks or weak corners |
Draft angle | Helps release the part from the mold | Sticking, drag marks and ejection problems |
Hole position | Affects casting feasibility and machining strategy | Higher machining cost or assembly issues |
Sealing surfaces | May need flatness and surface finish control | Leakage or poor contact after assembly |
Cosmetic surfaces | Need gate, ejector and parting line planning | Visible marks and coating defects |
Machining allowance | Leaves material for final CNC machining | Scrap, rework or poor final tolerance |
How Tooling Changes the Cost Structure of Aluminum Casting Parts
Tooling changes the cost structure of aluminum casting parts. Without tooling, buyers may rely on CNC machining or other flexible methods with higher unit cost. With tooling, the project has upfront mold investment, but the long-term unit cost can become lower when production volume is stable.
Tooling for aluminum casting parts can improve repeatability, speed up production cycles, reduce full-machining workload and support more stable batch output. However, tooling also creates design freeze pressure, trial sample risk, mold modification cost and production planning requirements.
Buyers should enter tooling when the design is stable, demand is clear and the production plan is realistic. Starting tooling too early may lead to expensive changes after trial samples.
Cost Structure Area | How Tooling Changes It | Buyer Planning Point |
|---|---|---|
Upfront cost | Tooling requires mold investment before production | Confirm design and volume before mold making |
Long-term unit cost | Repeat production can reduce cost per part | Evaluate annual demand, not only first order quantity |
Repeatability | Mold-based production improves part consistency | Useful for long-term production parts |
Production cycle | Die casting can produce parts faster after tooling approval | Supports stable batch delivery |
Machining workload | Main geometry is cast instead of fully machined | Machine only critical functional areas |
Trial sample risk | Initial samples may reveal design or mold issues | Use DFM review before tooling |
Mold modification cost | Late design changes can increase cost and lead time | Freeze key design requirements before tooling |
How CNC Machining Should Be Planned for Aluminum Casting Parts
CNC machining should be planned before aluminum casting parts enter tooling. The goal is not to machine every surface, but to machine the functional areas that need tighter tolerance, better flatness, accurate holes or controlled assembly fit.
Buyers should focus CNC machining on threaded holes, mounting holes, sealing faces, datum surfaces, bearing holes, locating features, flatness-controlled areas and tight assembly interfaces. Non-functional surfaces, hidden surfaces, non-critical exterior surfaces, coating-only areas and internal non-assembly areas can often remain as-cast.
For CNC machining for aluminum casting parts, early planning helps control machining cost, fixture complexity, inspection workload and batch rework risk.
Surface or Feature | Recommended Planning | Buyer Benefit |
|---|---|---|
Threaded holes | Plan CNC machining and tapping after casting | Improves fastening reliability |
Mounting holes | Machine when position accuracy affects assembly | Improves installation fit |
Sealing faces | Machine when flatness or surface finish is required | Reduces leakage risk |
Datum surfaces | Define before tooling and fixture planning | Improves repeatable machining and inspection |
Bearing holes | Use CNC machining for roundness and diameter control | Improves movement and fit performance |
Flatness-controlled areas | Machine only functional faces requiring flatness | Controls machining and inspection cost |
Hidden surfaces | Usually keep as-cast unless function requires machining | Reduces unnecessary cost |
Coating-only areas | Keep as-cast if surface quality supports finishing | Balances appearance and cost |
How Surface Finish Requirements Affect Aluminum Casting Parts
Surface finish requirements should be confirmed before aluminum casting parts enter production. Common surface processes include deburring, polishing, painting, powder coating, protective coating and clear coating.
Buyers should define cosmetic surfaces, functional surfaces, non-visible surfaces, coating type, color requirement, surface roughness, acceptable defect criteria and packaging protection. These requirements affect tooling, deburring, polishing, coating, inspection and final delivery quality.
If surface requirements are unclear, the supplier may place gates, parting lines or ejector marks in areas that later become visible. Early surface planning helps reduce appearance disputes and finishing rework.
Surface Requirement | What Buyers Should Confirm | Why It Matters |
|---|---|---|
Deburring | Edges, holes, parting lines and handling areas | Improves safety and assembly |
Polishing | Visible surfaces and smoothness expectations | Improves appearance and hand feel |
Painting | Color, coverage and acceptable surface defects | Improves brand appearance and consistency |
Powder coating | Coating area, thickness and use environment | Improves durability and corrosion resistance |
Protective coating | Required protection level and working environment | Extends service life |
Clear coating | Base appearance and protection requirements | Protects visible aluminum surfaces |
Packaging protection | Protection against scratches, dents and coating damage | Maintains finished quality during delivery |
How to Choose a Supplier for Aluminum Casting Parts
Choosing a supplier for aluminum casting parts should not be based only on the lowest unit price. Buyers should evaluate whether the supplier can judge if the part is suitable for die casting, provide DFM review, support tooling, coordinate CNC machining, manage surface treatment and control batch dimensions and appearance.
A qualified supplier should help buyers move from sample validation to production. This includes reviewing part geometry, production volume, material direction, tooling strategy, machining scope, surface standard, inspection method and long-term quality improvement.
Neway supports aluminum casting parts projects that require aluminum die casting, metal casting service, aluminum die casting tooling, CNC machining after die casting, surface finishing and batch production support. Buyers comparing materials can also review precision zinc die cast parts or copper alloy die casting based on product function and cost target.
Supplier Capability | Why Buyers Should Check It | What It Helps Prevent |
|---|---|---|
Process selection support | Supplier should judge whether die casting fits the part and volume | Wrong process choice and unnecessary tooling cost |
DFM review | Part geometry should be checked before tooling | Shrinkage, porosity, warpage and mold changes |
Tooling support | Tooling controls repeatability, surface quality and production stability | Sample failure and unstable batch output |
CNC machining coordination | Critical features need planned machining allowance and fixtures | Poor fit, rework and inspection disputes |
Surface treatment management | Finishing affects appearance, protection and final acceptance | Coating defects and cosmetic rejection |
Batch quality control | Repeat orders need stable dimensions and surface quality | Quality drift and supply instability |
Production transition support | Supplier should help move from samples to repeat production | Production launch risk |
Quality improvement advice | Supplier should help reduce defects and unnecessary cost over time | Repeated problems and rising total cost |
FAQ
When Should Buyers Move Aluminum Casting Parts From Prototype to Tooling?
How Can Buyers Avoid Choosing the Wrong Aluminum Casting Process?
How Should Buyers Balance Lightweight Design and Casting Stability?
How Can Buyers Reduce Full CNC Machining Work on Aluminum Casting Parts?
How Should Buyers Validate Aluminum Casting Parts Before Repeat Orders?