What Makes an Aluminum Die Casting Manufacturer Reliable for Custom Parts

What Makes an Aluminum Die Casting Manufacturer Reliable for Custom Parts
A reliable aluminum die casting manufacturer should do more than produce cast parts. For custom aluminum die cast parts, buyers need a manufacturer that can review the design, manage tooling, control the casting process, coordinate CNC machining, manage surface finishing, inspect critical dimensions and support stable batch production.
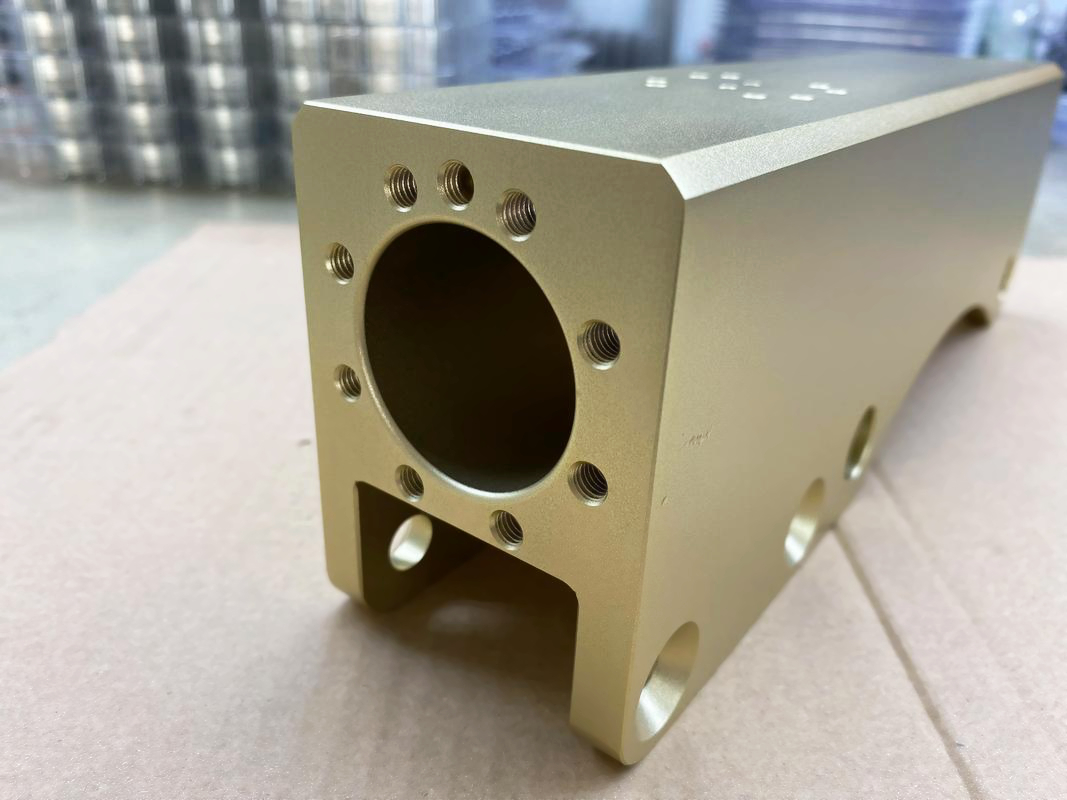
Aluminum die casting projects often involve housings, covers, brackets, lighting parts, heat sink housings, automotive parts, electronic enclosures, motor covers, pump bodies and industrial components. These parts usually need lightweight structure, stable dimensions, controlled surface quality and reliable delivery over repeated orders.
For long-term buyers, manufacturer reliability is not proven only by a low quote or one approved sample. It is proven by manufacturing capability, tooling control, trial sample response, post-machining consistency, surface defect control, inspection discipline and stable production management.
Why Manufacturing Capability Matters More Than a Low Quote
When buyers search for an aluminum die casting manufacturer, a low quotation may look attractive at the beginning. However, a low price does not always mean lower total manufacturing cost. If the manufacturer cannot control tooling, casting defects, CNC machining, surface finishing or batch inspection, the project may face mold changes, rework, scrap, delivery delays and quality disputes.
A capable manufacturer should support DFM review before mold making, manage aluminum die casting tooling, control porosity, shrinkage, flash and surface defects, coordinate CNC machining, manage surface finishing, provide inspection reports and support long-term batch production.
For buyers sourcing custom aluminum die cast parts, manufacturing capability is more important than comparing casting price alone. A reliable manufacturer should help reduce production risk from tooling to delivery.
Evaluation Area | Why It Matters | Buyer Risk if Weak |
|---|---|---|
DFM review | Finds design risks before mold making | Tooling changes and sample failure |
Tooling control | Controls mold stability, gate design, cooling and repeatability | Porosity, shrinkage and unstable dimensions |
Die casting process control | Controls filling, solidification, trimming and part quality | High defect rate and inconsistent batches |
CNC machining | Finishes holes, threads, sealing faces and assembly areas | Poor fit, leakage and functional failure |
Surface finishing | Controls appearance, coating quality and cosmetic acceptance | Surface rejection and rework |
Inspection report | Confirms dimensions, cosmetic quality and critical features | Unclear quality responsibility |
Batch production | Supports repeated orders with stable quality and delivery | Unstable long-term supply |
Core Capabilities of a Reliable Aluminum Die Casting Manufacturer
A reliable aluminum die casting manufacturer should combine engineering review, tooling, casting, machining, finishing and inspection into one connected manufacturing process. These capabilities should not work separately. They should support the same production goal: stable custom aluminum die cast parts with controlled cost and repeatable quality.
For example, tooling control affects casting quality. Casting quality affects CNC machining. Machining results affect assembly. Surface finishing depends on original casting quality. Inspection standards affect batch acceptance. If one stage is weak, the whole project can become unstable.
Manufacturing Capability | Why It Matters | Buyer Benefit |
|---|---|---|
DFM review | Finds design risks before mold making | Reduce tooling changes |
Tooling control | Improves mold stability and part consistency | Reduce production defects |
Die casting process control | Controls filling, cooling and part quality | Improve batch stability |
CNC machining | Finishes holes, threads and assembly faces | Improve fit and function |
Surface finishing management | Controls appearance and coating quality | Improve final acceptance |
Inspection capability | Tracks dimensions and cosmetic standards | Reduce batch risk |
Production management | Supports repeated orders | Improve delivery stability |
How Tooling Process Shows Manufacturer Strength
Tooling is one of the clearest signs of manufacturer strength. A real aluminum die casting manufacturer should understand how mold design affects filling, cooling, ejection, appearance, CNC machining allowance and batch repeatability.
Before starting aluminum die casting tooling, the manufacturer should review mold design, gate design, runner design, venting, cooling, ejector pin layout, parting line planning, machining allowance, trial sample correction and tooling maintenance.
If the tooling process is weak, buyers may face trial sample failure, repeated mold modification, unstable dimensions, visible surface defects, insufficient machining allowance and delivery delays. A reliable manufacturer should use tooling as a production control foundation, not only as a mold charge.
Tooling Process Area | What the Manufacturer Should Control | Buyer Risk if Weak |
|---|---|---|
Mold design review | Wall thickness, ribs, bosses, draft, undercuts and critical surfaces | Late design changes and poor mold performance |
Gate and runner design | Metal flow path, filling balance and flow marks | Cold shuts, flow marks and unstable filling |
Venting | Air release during aluminum filling | Porosity and internal defects |
Cooling | Thermal balance, solidification and cycle time | Shrinkage, deformation and unstable dimensions |
Ejector pin layout | Part release and surface mark control | Ejector marks on cosmetic or assembly faces |
Parting line planning | Flash position and visible surface control | Extra polishing, coating issues and appearance disputes |
Machining allowance | Extra stock for holes, sealing faces and datum surfaces | Scrap, rework or poor final tolerance |
Tooling maintenance | Mold wear, flash growth and dimensional drift | Unstable long-term production |

How Trial Samples Reflect Production Readiness
Trial samples show whether an aluminum die casting manufacturer is ready for production. A sample is not only a part for visual approval. It should help verify part dimensions, critical holes, assembly fit, porosity level, surface appearance, burr and flash level, machining allowance, surface finishing result, inspection report accuracy and supplier response speed.
A reliable manufacturer should not only produce trial samples. It should review sample results and improve tooling, casting process, CNC machining and inspection planning before mass production. If sample problems are ignored, the same issues may become larger batch production problems later.
Buyers should review trial samples together with dimensional reports, surface standards, machined features and assembly checks. This makes trial sampling a production readiness test instead of a simple sample delivery step.
Trial Sample Review Item | What Buyers Should Check | What It Reveals About the Manufacturer |
|---|---|---|
Part dimensions | Overall size, critical dimensions and tolerance zones | Dimensional control ability |
Critical holes | Hole position, diameter, depth and thread condition | CNC machining and inspection ability |
Assembly fit | Fit with mating parts and installation condition | Production readiness for functional parts |
Porosity level | Visible pores, exposed pores after machining or leakage risk areas | Casting process control ability |
Surface appearance | Flow marks, shrinkage marks, ejector marks and parting lines | Tooling and surface quality control |
Burr and flash level | Edges, parting lines, holes and assembly areas | Mold fit and trimming control |
Machining allowance | Whether enough stock remains for post machining | Tooling and machining coordination |
Inspection report accuracy | Whether reported data matches critical buyer requirements | Quality system reliability |
Why In-House or Coordinated CNC Machining Matters
Many aluminum die cast parts require CNC machining after casting. The issue is not simply whether machining is needed. The real question is whether the manufacturer can coordinate die casting and CNC machining together.
Common post-machined areas include threaded holes, mounting holes, sealing faces, locating surfaces, datum surfaces, bearing holes, flatness-controlled areas and assembly surfaces. These features affect fastening, sealing, positioning, movement, inspection and final assembly.
If a manufacturer can coordinate CNC machining after aluminum die casting, it can better control machining allowance, fixture positioning, datum selection, tolerance stack-up, inspection consistency and batch stability. This helps reduce fixture problems, machining rework and late quotation changes.
Machining Area | Why It Matters | Manufacturer Control Point |
|---|---|---|
Threaded holes | Threads need controlled depth, pitch and alignment | Tool selection, tapping quality and inspection |
Mounting holes | Hole position affects installation accuracy | Fixture positioning and datum control |
Sealing faces | Flatness and surface finish affect leakage control | Machining allowance and surface inspection |
Locating surfaces | Positioning features control repeatable assembly | Datum selection and tolerance stack-up |
Datum surfaces | Datums guide machining and inspection | Stable clamping and repeatable measurement |
Bearing holes | Roundness and diameter may need tight control | Boring, reaming and final tolerance inspection |
Flatness-controlled areas | Functional faces may need final machining | Face milling, flatness inspection and burr control |
Assembly surfaces | Mating areas affect product fit and function | Machining sequence and final inspection |
How Manufacturers Control Surface Defects in Aluminum Die Cast Parts
Surface defects are a major issue in aluminum die cast parts, especially for housings, covers, visible components, painted parts and coated products. A reliable manufacturer should control surface quality from design review to packaging, not only during final inspection.
Common surface issues include porosity exposure, shrinkage marks, flow marks, flash and burrs, parting line marks, ejector pin marks, gate removal marks, polishing inconsistency and coating defects. These problems can come from part design, tooling, casting process, deburring, polishing, surface finishing or packaging.
For buyers sourcing custom die cast metal parts, surface quality should be defined before production. Cosmetic surfaces, acceptable defect standards, coating requirements and packaging protection should be confirmed early.
Surface Defect | Possible Cause | Manufacturer Control Method |
|---|---|---|
Porosity exposure | Gas trapped during casting or exposed after machining | Tooling venting, process control and machining planning |
Shrinkage marks | Poor cooling, thick sections or uneven solidification | DFM review, cooling design and wall thickness control |
Flow marks | Unstable metal flow or poor gate planning | Gate design and casting process adjustment |
Flash and burrs | Parting line wear, mold fit or trimming control issue | Tooling maintenance, deburring and inspection |
Parting line marks | Mold split location and flash control | Parting line planning and finishing standard |
Ejector pin marks | Ejector position on visible or functional areas | Ejector layout review before tooling |
Gate removal marks | Gate location or trimming process | Gate planning, grinding control and polishing standard |
Coating defects | Poor surface preparation, pores, oil or contamination | Cleaning, pre-treatment, coating inspection and packaging |
How Batch Production Shows Real Manufacturer Reliability
A qualified sample does not always mean a manufacturer is reliable for long-term production. Real manufacturer reliability is proven during batch production, where every order must maintain stable dimensions, machining consistency, surface finish consistency, defect rate control, inspection reporting and delivery performance.
Batch production shows whether the manufacturer can control tooling wear, process variation, machining fixtures, surface finishing quality, packaging protection and response to quality feedback. These areas matter more to long-term buyers than one successful first sample.
For aluminum die casting production, buyers should review batch quality data, inspection reports, defect tracking, tooling maintenance records and supplier response speed. This helps confirm whether the manufacturer can support repeated orders with stable quality.
Batch Production Factor | What Buyers Should Review | Why It Shows Reliability |
|---|---|---|
Dimension consistency | Critical dimensions across repeated lots | Shows casting and inspection stability |
Machining consistency | Threads, holes, sealing faces and datum surfaces | Shows fixture and process control |
Surface finish consistency | Color, coating, polishing and visible surface quality | Shows finishing management ability |
Defect rate tracking | Porosity, shrinkage, flash, burrs and coating defects | Shows whether problems are controlled over time |
Tooling maintenance | Mold wear, flash growth, ejection marks and dimension drift | Shows long-term mold management ability |
Production schedule control | Lead time, batch planning and delivery stability | Shows supply reliability |
Packaging protection | Protection against scratches, deformation and coating damage | Shows delivery quality control |
Quality feedback response | Corrective action speed and process improvement | Shows long-term cooperation value |
How Buyers Can Evaluate a Manufacturer Before Long-Term Orders
Before placing long-term orders, buyers should evaluate whether the aluminum die casting manufacturer can explain DFM risks, describe tooling strategy, provide trial sample review, plan CNC machining areas, define cosmetic surfaces, give inspection methods, support surface finishing, handle batch quality feedback and support repeated production orders.
A strong manufacturer should help buyers understand the full manufacturing path from design review to batch delivery. It should not only quote the part, but also explain possible risks and how they will be controlled in tooling, casting, machining, finishing and inspection.
Neway supports aluminum die casting projects that require aluminum die casting, tool and die making, CNC machining after aluminum die casting, custom metal casting, surface finishing support and long-term production control. Buyers who also compare related materials can review custom zinc die cast parts and custom copper die cast parts based on product function, material performance and cost target.
Evaluation Point | What Buyers Should Ask | Why It Matters |
|---|---|---|
DFM risk explanation | Can the manufacturer explain wall thickness, draft, ribs and tolerance risks? | Shows engineering support ability |
Tooling strategy | Can the manufacturer explain gate, venting, cooling and ejector planning? | Shows real mold and production knowledge |
Trial sample review | Can the manufacturer review sample problems and improvement actions? | Shows production readiness |
CNC machining planning | Can the manufacturer define machining allowance, datums and inspection points? | Reduces machining and assembly risk |
Cosmetic surface definition | Can the manufacturer help define appearance-critical surfaces? | Improves finishing and inspection control |
Inspection method | Can the manufacturer provide dimensional and cosmetic inspection methods? | Reduces batch quality disputes |
Surface finishing support | Can the manufacturer manage deburring, polishing, coating or painting needs? | Improves final part acceptance |
Batch feedback handling | Can the manufacturer respond to quality feedback and improve the process? | Supports long-term cooperation |
Production order support | Can the manufacturer handle repeat orders, tooling maintenance and delivery? | Improves long-term supply stability |
FAQ
What Manufacturing Capabilities Matter Most for Aluminum Die Cast Parts?
How Can Buyers Review a Manufacturer’s Tooling and Trial Sample Process?
Why Does Coordinated Machining Matter for Aluminum Die Casting Manufacturers?
How Can Manufacturers Control Surface Defects in Production Parts?
What Makes a Manufacturer Suitable for Long-Term Aluminum Die Casting Orders?