Wie Druckguss-Aluminiumteile leichtes Produktdesign unterstützen

Wie Druckguss-Aluminiumteile leichtes Produktdesign unterstützen
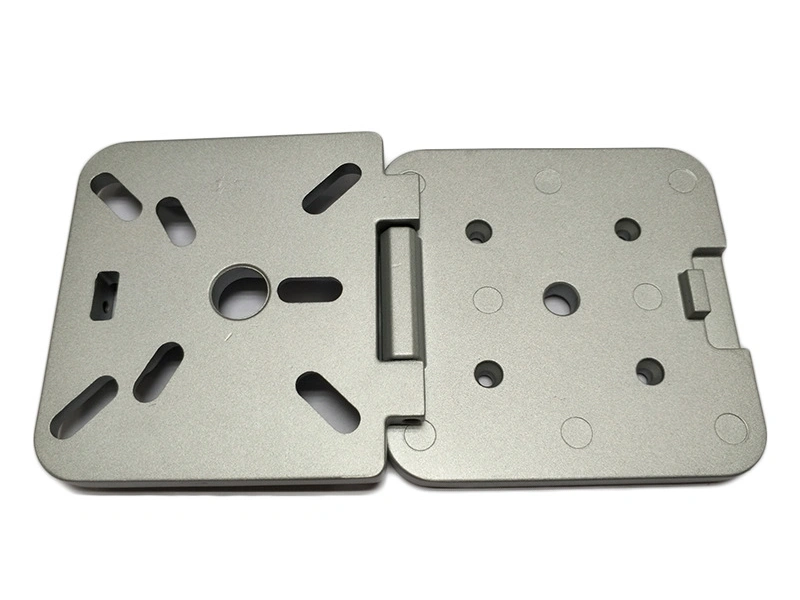
Druckguss-Aluminiumteile werden häufig eingesetzt, wenn Käufer leichte Metallstrukturen mit stabilen Abmessungen, integrierten Merkmalen und skalierbarer Produktion benötigen. Sie sind üblich in Automobilgehäusen, Elektronikgehäusen, Beleuchtungsgehäusen, Kühlkörpergehäusen, Motorabdeckungen, Pumpengehäusen, Montagehalterungen, Strukturabdeckungen, Teilen für industrielle Anlagen und Gehäusen für Konsumgüter.
Für Produktdesign-Teams sind Druckguss-Aluminiumteile nicht nur ein Ersatz für bearbeitetes Aluminium. Sie ermöglichen es Käufern, Rippen, Naben, Befestigungspunkte, Abdeckungen, Gehäuse und funktionale Oberflächen in ein einziges Produktionsteil zu integrieren. Dies kann Montageschritte reduzieren, die Wiederholbarkeit von Chargen unterstützen und helfen, die langfristigen Herstellungskosten zu kontrollieren, wenn das Design stabil ist.
Ein erfolgreiches Aluminium-Druckguss-Projekt sollte eine Balance zwischen leichter Struktur, Wärmeableitung, Festigkeit, Werkzeugmachbarkeit, CNC-Bearbeitungsbedarf, Oberflächenveredelung und Produktionsvalidierung finden. Wenn diese Faktoren vor der Werkzeugherstellung geprüft werden, können Käufer Designänderungen, Nachbearbeitungen durch Bearbeitung, Oberflächendefekte und Risiken bei der Serienproduktion reduzieren.
Warum Käufer Druckguss-Aluminiumteile im Produktdesign verwenden
Käufer verwenden Druckguss-Aluminiumteile, weil sie die Leistung leichter Metalle mit komplexer Geometrie und stabiler Produktion kombinieren können. Im Vergleich zur Bearbeitung jedes Merkmals aus massivem Aluminium kann der Druckguss die Hauptstruktur durch Werkzeuge formen und nur kritische Bereiche für die CNC-Bearbeitung übrig lassen.
Dies macht Aluminium-Druckguss nützlich für Produkte, die Metallfestigkeit, reduziertes Gewicht, integrierte Befestigungsmerkmale, fertige Oberflächen und eine Produktion mit mittleren bis hohen Stückzahlen benötigen. Das Verfahren kann auch Polieren, Lackieren, Pulverbeschichten und andere Oberflächenbehandlungen unterstützen, wenn die ursprüngliche Gussqualität ordnungsgemäß kontrolliert wird.
Für Käufer, die Druckgussteile beschaffen, liegt der Wert von Druckguss-Aluminiumteilen in der Kombination von Flexibilität im Produktdesign mit wiederholbarer Fertigung.
Anwendung | Warum Druckguss-Aluminium passt | Bedenken des Käufers |
|---|---|---|
Automobilgehäuse | Unterstützt leichte Struktur und stabile Produktion | Festigkeit, Gewicht und Chargenkonsistenz |
Elektronikgehäuse | Bietet Schutz, Erscheinungsbild und integrierte Befestigungsmerkmale | Maßhaltigkeit und Oberflächengüte |
Beleuchtungsgehäuse | Unterstützt Wärmekontrolle, Struktur und fertiges Erscheinungsbild | Thermische Leistung und Beschichtungsqualität |
Kühlkörpergehäuse | Kann Kühlrippen und Kontaktflächen integrieren | Wärmeableitung und Genauigkeit der CNC-Bearbeitung |
Motorabdeckungen | Unterstützt Metallschutz und wiederholbare Montagemerkmale | Ebenheit, Bohrungen und Dichtflächen |
Pumpengehäuse | Kann komplexe Körper mit bearbeiteten Funktionsbereichen formen | Dichtflächen, Gewinde und Inspektion |
Montagehalterungen | Kombiniert Rippen, Naben und Befestigungslöcher in einem Teil | Tragfestigkeit und Lochposition |
Teile für industrielle Anlagen | Unterstützt langlebige kundenspezifische Metallstrukturen für die Produktion | Langfristige Lieferung und Qualitätsstabilität |
Wie Druckguss-Aluminiumteile das Gewicht reduzieren, ohne die Funktion zu verlieren
Leichtbau bedeutet nicht einfach, jede Wand dünner zu machen. Druckguss-Aluminiumteile benötigen eine ausgewogene Struktur, die unnötiges Material reduziert und gleichzeitig Festigkeit, Steifigkeit, Montagegenauigkeit und Gussstabilität beibehält.
Käufer sollten Wandstärke, Rippendesign, Eckenradien, Nabenposition, Anordnung der Befestigungslöcher, tragende Bereiche, Wärmeableitungsbereiche und Montage-Bezugsflächen vor der Werkzeugherstellung prüfen. Diese Merkmale beeinflussen sowohl die Produktleistung als auch die Herstellbarkeit.
Wenn die Gewichtsreduzierung ohne DFM-Prüfung (Design for Manufacturing) zu weit getrieben wird, kann das Teil unter lokaler Schrumpfung, Verformung, schwachen Montagebereichen, instabilen Abmessungen nach der CNC-Bearbeitung und weiteren Problemen bei der Oberflächenveredelung leiden. Ein besseres Design verwendet Rippen, Naben und kontrollierte Wandstärken, um das Gewicht zu reduzieren und das Teil funktionsfähig zu halten.
Bereich des Leichtbaus | Was Käufer prüfen sollten | Risiko bei Ignorierung |
|---|---|---|
Wandstärke | Nach Möglichkeit angemessene und konsistente Stärke verwenden | Schrumpfung, Porosität oder schwache Bereiche |
Rippendesign | Steifigkeit hinzufügen, ohne lokale Abschnitte zu dick zu machen | Schlechter Fluss, Einfallstellen oder lokale Schrumpfung |
Eckenradien | Geeignete Radien verwenden, um den Metallfluss zu unterstützen und Spannungen zu reduzieren | Kaltläufe, Risse oder schwache Ecken |
Nabenposition | Naben so platzieren, dass sie die Befestigung unterstützen, ohne dicke Hotspots zu erzeugen | Schrumpfung und geringe Schraubenfestigkeit |
Anordnung der Befestigungslöcher | Löcher unter Berücksichtigung der Montagelast und des Bearbeitungszugangs planen | Fehlausrichtung und höhere Nachbearbeitungskosten |
Tragende Bereiche | Nur dort verstärken, wo Festigkeit erforderlich ist | Übergewichtiges Design oder schwache Funktionszonen |
Montage-Bezugsflächen | Bezugsbereiche vor Werkzeugherstellung und Bearbeitung definieren | Instabile Bearbeitung und Montageschwankungen |
Wie die Wärmeableitung das Design von Druckguss-Aluminiumteilen beeinflusst
Die Wärmeableitung ist ein Grund, warum Käufer Druckguss-Aluminiumteile für Beleuchtungsgehäuse, Elektronikgehäuse, Motorabdeckungen, Kühlkörpergehäuse und thermische Strukturen wählen. Aluminium kann leichte Strukturen und thermische Leistung unterstützen, aber das Teildesign muss Wärmefluss, Gussstabilität und spätere Bearbeitungsanforderungen ausbalancieren.
Kühlkörpermerkmale, Kühlrippen und Montageflächen sollten sorgfältig gestaltet werden. Mehr Rippen können die Oberfläche vergrößern, aber wenn Rippen zu dünn, zu tief oder schlecht positioniert sind, können sie Probleme beim Formenfüllen verursachen. Kontaktflächen, die Wärme auf eine andere Komponente übertragen, benötigen möglicherweise ebenfalls eine CNC-Bearbeitung für Ebenheit und stabile Montage.
Auch die Oberflächenveredelung sollte berücksichtigt werden. Lackieren, Pulverbeschichten oder Schutzbeschichtungen können für Appearance und Korrosionsbeständigkeit erforderlich sein, aber Käufer sollten bestätigen, ob das Finish die thermische Leistung, die Oberflächenqualität oder die Montageanforderungen beeinflusst.
Designbereich | Warum es wichtig ist | Bedenken des Käufers |
|---|---|---|
Wandstärke | Beeinflusst Wärmefluss und Gussstabilität | Schrumpfung und schwache Bereiche vermeiden |
Kühlrippen | Vergrößern die Oberfläche zur Wärmeableitung | Balance zwischen Wärmeableitung und Formenfüllung |
Montageflächen | Verbinden das Teil mit anderen Komponenten | Kann CNC-Bearbeitung erfordern |
Materialauswahl | Beeinflusst thermische Leistung und Produktionsstabilität | Anpassung an die Produktumgebung |
Oberflächenfinish | Beeinflusst Erscheinungsbild, Schutz und manchmal thermisches Verhalten | Beschichtung und Funktion bestätigen |
Wie Rippen, Naben und Befestigungsmerkmale die Produktion beeinflussen
Druckguss-Aluminiumteile integrieren oft mehrere funktionale Strukturen in eine Komponente. Rippen verbessern die Steifigkeit, Naben unterstützen Schrauben oder die Montage, und Befestigungsmerkmale helfen dem Teil, sich mit anderen Komponenten zu verbinden. Diese Strukturen können Montageschritte reduzieren, müssen jedoch unter Berücksichtigung von Guss und Bearbeitung konstruiert werden.
Rippen können die Steifigkeit verbessern, aber ein schlechtes Rippendesign kann das Schrumpfungs- oder Füllrisiko erhöhen. Naben können die Befestigung unterstützen, aber lokale dicke Abschnitte können Qualitätsprobleme verursachen. Befestigungsmerkmale benötigen genügend Material für die CNC-Bearbeitung, insbesondere wenn Löcher, Gewinde oder ebenheitskontrollierte Flächen erforderlich sind.
Da diese Merkmale sowohl den Guss als auch die Montage beeinflussen, sollten Käufer sie während der DFM-Prüfung bestätigen, bevor die Werkzeugherstellung für Druckguss-Aluminiumteile beginnt.
Merkmal | Produktionswert | Planungsrisiko |
|---|---|---|
Rippen | Verbessern die Steifigkeit, ohne das gesamte Teil schwer zu machen | Kann bei schlechtem Design Füll- oder Schrumpfungsprobleme verursachen |
Naben | Unterstützen Schrauben, Einsätze und Montagepunkte | Kann dicke Abschnitte und lokale Schrumpfung erzeugen |
Befestigungsmerkmale | Helfen dem Teil, sich mit anderen Komponenten zu verbinden | Benötigen Bearbeitungszugabe und Toleranzplanung |
Löcher | Unterstützen Befestigung, Positionierung oder Montage | Können nach dem Guss Bohren, Gewindeschneiden oder Ausbohren erfordern |
Gewinde | Bieten Befestigungsfunktion | Benötigen normalerweise CNC-Bearbeitung nach dem Druckguss |
Montage-Bezugsflächen | Steuern, wie das Teil zu anderen Komponenten passt | Benötigen Toleranz- und Bearbeitungsplanung vor der Werkzeugherstellung |
Wie kritische Toleranzen bei Druckguss-Aluminiumteilen geplant werden
Käufer sollten nicht für jede Abmessung eines Druckguss-Aluminiumteils enge Toleranzen festlegen. Übermäßig enge Toleranzen können die CNC-Bearbeitungszeit, Inspektionskosten, Vorrichtungskomplexität und Produktionsnacharbeit erhöhen, ohne die tatsächliche Funktion des Produkts zu verbessern.
Kritische Toleranzen sollten sich auf Befestigungslöcher, Gewindelöcher, Dichtflächen, Bezugsflächen, Lagerbohrungen, Positionierungsmerkmale, Montageschnittstellen und ebenheitskontrollierte Bereiche konzentrieren. Nicht-kritische Bereiche können oft im Gusszustand belassen werden oder normale Gusstoleranzen verwenden.
Für die CNC-Bearbeitung von Druckguss-Aluminiumteilen sollten Käufer nur die funktionalen Bereiche kennzeichnen, die Präzision erfordern. Dies hilft, die Kosten zu kontrollieren und gleichzeitig Passung, Dichtung und Montageleistung stabil zu halten.
Kritischer Bereich | Warum er eine strenge Kontrolle benötigen könnte | Punkt zur Kostenkontrolle |
|---|---|---|
Befestigungslöcher | Lochposition beeinflusst Installation und Ausrichtung | Nur Löcher bearbeiten, die die Montage beeinflussen |
Gewindelöcher | Gewinde benötigen kontrollierte Tiefe, Steigung und Ausrichtung | Gewindeanforderung vor Angebotsabgabe definieren |
Dichtflächen | Ebenheit und Oberflächengüte beeinflussen die Leckagekontrolle | Ebenheit nur dort anwenden, wo Dichtung erforderlich ist |
Bezugsflächen | Bezüge leiten Bearbeitung, Inspektion und Montage | Bezugsschema vor der Werkzeugherstellung bestätigen |
Lagerbohrungen | Rundheit und Durchmesser beeinflussen Passung und Bewegung | CNC-Bearbeitung für funktionale Bohrbereiche verwenden |
Positionierungsmerkmale | Positionierungsflächen steuern wiederholbare Montage | Nicht-funktionale Oberflächen im Gusszustand belassen |
Montageschnittstellen | Passbereiche beeinflussen die Passung des Endprodukts | Inspektion auf funktionale Schnittstellen fokussieren |
Ebenheitskontrollierte Bereiche | Guss allein erfüllt möglicherweise keine strengen Ebenheitsanforderungen | Vermeiden Sie die Anwendung von Ebenheit auf versteckte nicht-kritische Bereiche |
Druckguss-Aluminiumteile vs. vollständig CNC-bearbeitete Aluminiumteile
Käufer vergleichen oft Druckguss-Aluminiumteile mit vollständig CNC-bearbeiteten Aluminiumteilen. Die richtige Option hängt vom Produktionsvolumen, der Teilekomplexität, den Präzisionsanforderungen, dem Werkzeugbudget und den langfristigen Kostenzielen ab.
Wenn das Projekt nur wenige Prototypen oder Teile mit geringem Volumen benötigt, kann die CNC-Bearbeitung aus massivem Aluminium schneller und einfacher sein, da kein Druckgusswerkzeug erforderlich ist. Wenn das Produkt eine stabile Nachfrage und komplexe Geometrie aufweist, kann Druckguss plus CNC-Bearbeitung normalerweise eine bessere langfristige Kostenkontrolle bieten.
Eine gängige Produktionsstrategie besteht darin, Druckguss zur Formgebung des Hauptteils zu verwenden und CNC-Bearbeitung nur für Löcher, Gewinde, Dichtflächen, Bezüge und andere funktionale Präzisionsbereiche einzusetzen. Dieser Ansatz kann Kosten, Funktion und Chargenqualität ausbalancieren.
Option | Am besten geeignet für | Bedenken des Käufers |
|---|---|---|
Druckguss-Aluminiumteile | Komplexe Teile mit mittleren bis hohen Stückzahlen | Werkzeuginvestition und Produktionsstabilität |
Vollständig CNC-bearbeitete Aluminiumteile | Prototypen, Teile mit geringem Volumen und hochpräzise Massivteile | Höhere Stückkosten bei komplexer Produktion |
Druckguss plus CNC-Bearbeitung | Produktionsteile mit funktionalen Präzisionsbereichen | Balance zwischen Kosten, Funktion und Chargenqualität |
Käufer, die Material- und Prozesswege vergleichen, können auch Zink-Druckgussteile für kleinere Präzisionsteile oder Kupfer-Druckgussteile für leitfähige oder funktionale Komponenten prüfen.
Wie das Werkzeug die Leistung von Druckguss-Aluminiumteilen beeinflusst
Das Werkzeug ist ein Kernfaktor für die Leistung von Druckguss-Aluminiumteilen. Es beeinflusst die Füllstabilität, das Porositätsrisiko, das Schrumpfungsrisiko, Grat und Burrs, die Position der Trennlinie, Auswerferstiftmarken, Bearbeitungszugabe, Qualität des Oberflächenfinishes, maßliche Wiederholbarkeit und die Produktionszykluszeit.
Für Käufer sollte das Werkzeug nicht als einfache Werkzeuggebühr betrachtet werden. Das Werkzeugdesign beeinflusst die Musterfreigabe, Chargenstabilität, den Erfolg der CNC-Bearbeitung, die Qualität des Oberflächenfinishes und die langfristigen Produktionskosten.
Ein qualifizierter Hersteller sollte Werkzeugstruktur, Angussdesign, Entlüftung, Kühlung, Auswerferlayout, Trennlinien, Bearbeitungszugabe und kosmetische Oberflächen überprüfen, bevor mit der Werkzeug- und Formenherstellung begonnen wird. Dies hilft, Werkzeugmodifikationen und Produktionsinstabilitäten zu reduzieren.
Werkzeugfaktor | Wie er Druckguss-Aluminiumteile beeinflusst | Risiko für den Käufer bei Ignorierung |
|---|---|---|
Füllstabilität | Steuert, ob Aluminium dünne und komplexe Bereiche ordnungsgemäß füllt | Unvollständige Füllung, Kaltläufe und schwache Bereiche |
Porositätsrisiko | Hängt von Entlüftung, Fließweg und Prozesskontrolle ab | Sichtbare Poren nach Bearbeitung oder Veredelung |
Schrumpfungsrisiko | Hängt von Wandstärke, Kühlung und Hotspot-Kontrolle ab | Innere Defekte und Oberflächenmarkierungen |
Grat und Burrs | Bezogen auf Werkzeugpassung, Trennlinien und Werkzeugverschleiß | Zusätzliche Entgratung und Montageprobleme |
Auswerferstiftmarken | Beeinflusst durch Auswerferlayout und Teilausstoßkraft | Sichtbare Marken auf kosmetischen Oberflächen |
Bearbeitungszugabe | Lässt Material für Löcher, Flächen und Bezüge nach dem Guss | Ausschuss oder schlechte Endtoleranz |
Maßliche Wiederholbarkeit | Hängt von Werkzeugpräzision, Kühlung und Prozessstabilität ab | Chargenschwankungen und Inspektionsfehler |
Produktionszykluszeit | Werkzeugdesign beeinflusst Kühl- und Auswurfeffizienz | Höhere Stückkosten und Lieferverzögerungen |
Wie sichtbare Druckguss-Aluminiumteile validiert werden
Sichtbare Druckguss-Aluminiumteile benötigen mehr als nur eine maßliche Freigabe. Wenn das Teil als kundenorientiertes Gehäuse, Abdeckung, Beleuchtungsteil, enclosure oder strukturelles Appearance-Teil verwendet wird, sollten Käufer kosmetische Oberflächen, Position der Trennlinie, Auswerferstiftmarken, Markierungen der Angussentfernung, Polierergebnis, Beschichtungs- oder Lackierergebnis, Farbkonsistenz, Oberflächenrauheit, akzeptable Fehlerkriterien und Verpackungsschutz validieren.
Appearance-Teile sollten nicht nur durch Musterfotos freigegeben werden. Käufer und Hersteller sollten einen wiederholbaren Oberflächenstandard erstellen, der während der Chargeninspektion verwendet werden kann. Dies hilft, subjektive Streitigkeiten nach Beginn der Massenproduktion zu reduzieren.
Für kundenspezifische Druckguss-Metallteile sollte die Validierung sichtbarer Oberflächen mit Werkzeugherstellung, Entgraten, Polieren, Beschichten, Lackieren, Inspektion und Verpackung verbunden sein. Wenn diese Schritte nicht abgestimmt sind, kann das erste Muster akzeptabel aussehen, während spätere Chargen inkonsistent werden.
Validierungspunkt für sichtbare Teile | Was Käufer prüfen sollten | Warum es wichtig ist |
|---|---|---|
Kosmetische Oberflächen | Welche Oberflächen sichtbar oder appearance-kritisch sind | Leitet Werkzeug-, Polier- und Inspektionsplanung |
Position der Trennlinie | Ob Trennlinien in wichtigen sichtbaren Bereichen erscheinen | Reduziert Beschwerden zum Erscheinungsbild |
Auswerferstiftmarken | Ob Auswerfermarken sichtbare oder Montageflächen beeinflussen | Verbessert kosmetische und funktionale Akzeptanz |
Markierungen der Angussentfernung | Ob Beschneidungs- oder Schleifmarken sichtbar sind | Steuert Polier- und Oberflächenfinish-Qualität |
Polierergebnis | Oberflächenglätte und Konsistenz nach dem Polieren | Verbessert die Qualität sichtbarer Oberflächen |
Beschichtungs- oder Lackierergebnis | Farbe, Abdeckung, Haftung und Oberflächendefekte | Verbessert die Akzeptanz des Endprodukts |
Farbkonsistenz | Farbabgleich zwischen Mustern und Chargen | Reduziert kundenorientierte Appearance-Schwankungen |
Akzeptable Fehlerkriterien | Zulässige Kratzer, Grübchen, Markierungen, Poren und Farbabweichungen | Erstellt einen klaren Standard für die Chargeninspektion |
Verpackungsschutz | Schutz vor Kratzern, Dellen und Beschichtungsschäden | Erhält das fertige Erscheinungsbild während der Lieferung |
FAQ
Wie ändern Anforderungen an die Wärmeableitung das Design von Druckguss-Aluminiumteilen?
Wie sollten Käufer Rippen, Naben und Befestigungsmerkmale in Aluminiumteilen planen?
Wie können Käufer kritische Toleranzen festlegen, ohne Aluminiumteile übermäßig zu bearbeiten?
Wann sind Druckguss-Aluminiumteile besser als vollständig CNC-bearbeitete Aluminiumteile?
Wie sollten sichtbare Druckguss-Aluminiumteile vor der Produktion validiert werden?
