Adamonyte-Keidune Zamak-Teile Gießen und PVD-Beschichtung Spiegelherstellung
Zamak-Druckguss hat sich in der dekorativen Metallverarbeitungsindustrie etabliert und ermöglicht die effiziente Herstellung hochdetaillierter, maßstabiler Teile. Er bietet die ideale Balance aus Festigkeit, Fließfähigkeit und Oberflächenqualität für hochwertige Spiegelbaugruppen.
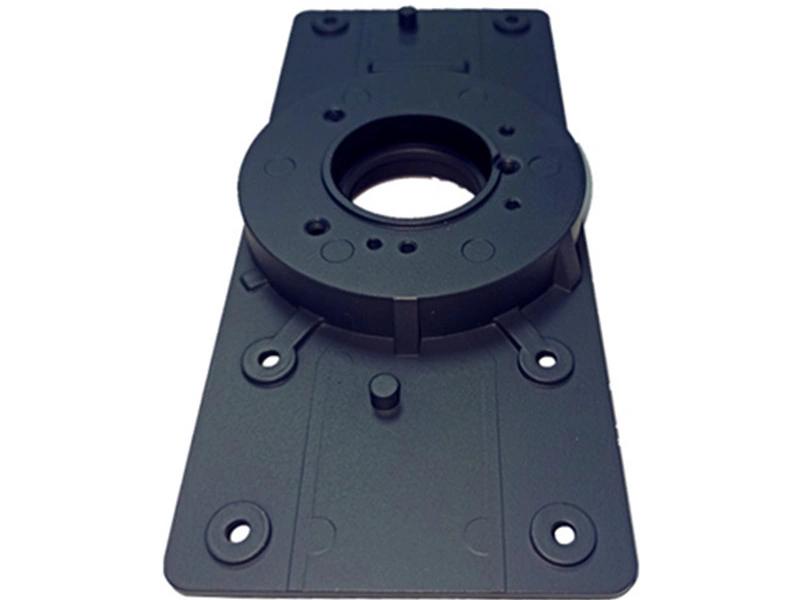
Dieses Projekt konzentriert sich auf die gemeinsame Herstellung von Zamak-Legierungskomponenten mit spiegelähnlichem Aussehen, erreicht durch Präzisionsguss und fortschrittliche PVD-Oberflächenbehandlung. Das Ergebnis ist eine Reihe von Zierteilen, die ästhetische und funktionale Anforderungen in Premium-Verbraucherprodukten erfüllen.
Zamak-Druckguss für dekorative und funktionale Teile
Zamak 3 und Zamak 5 wurden aufgrund ihrer hervorragenden Fließfähigkeit und hochauflösenden Oberflächendetails ausgewählt, ideal für Spiegelrahmenverzierungen und Tragstrukturen. Diese Legierungen werden häufig im Zinkdruckguss für Zier- und Kosmetikkomponenten verwendet, die eine überlegene Oberflächenqualität erfordern.
Material- und Prozessdaten:
Zugfestigkeit: 280–310 MPa
Wandstärke: 1,2–2,5 mm
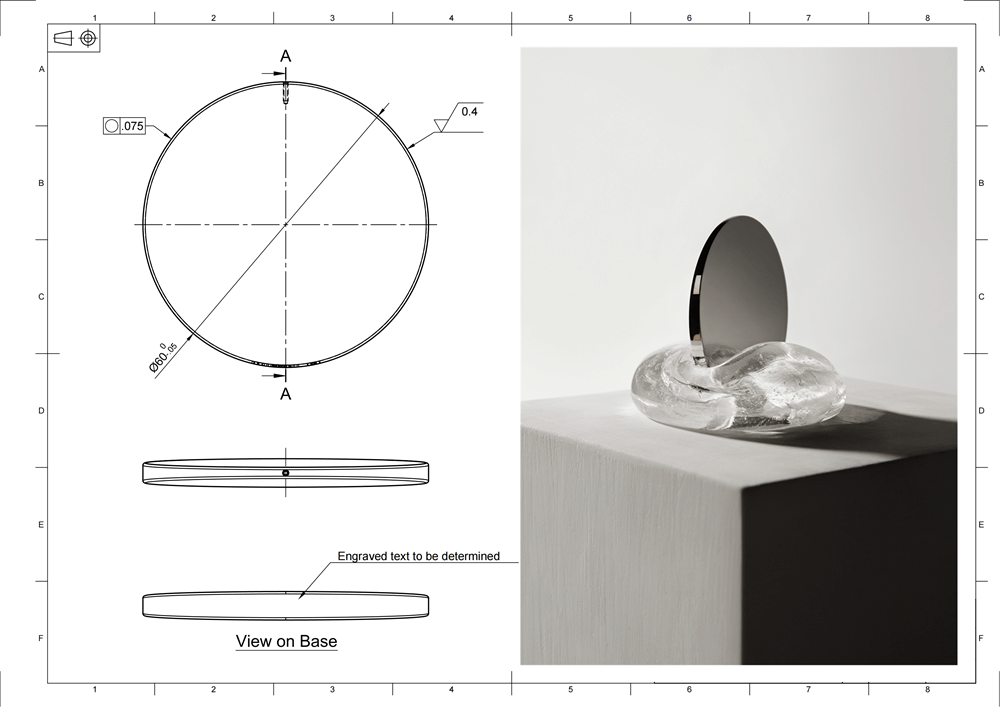
Gusstoleranz: ±0,05 mm (ISO 8062 CT6)
Brinellhärte: ~85 HB
Oberflächenporosität: <0,3 % (durch Röntgenprüfung verifiziert)
Der Zamak-Druckgussprozess gewährleistete eine feine Konturnachbildung, reduzierte interne Defekte und dimensionelle Wiederholgenauigkeit für dekorative Baugruppen.
Formenbau und Oberflächenoptimierung
Die Form verfügte über spiegelglatte Kavitätseinsätze mit einer Oberflächenrauheit von Ra ≤ 0,4 µm und Mehrfachschiebermechanismen, um Hinterschneidungen und vertiefte Geometrien aufzunehmen. H13 Werkzeugstahl mit Vakuumwärmebehandlung verlängerte die Werkzeuglebensdauer auf über 100.000 Zyklen.
Werkzeugspezifikationen:
Formenmaterial: H13 mit nitrierter Oberfläche
Schrägzug: typisch 1,5° für vertikale Flächen
Mehrfachschieber-Kernaktionen: für innere Vertiefungen
Kühlsystem: eingebettete Kanäle mit Sensorrückmeldung
Erfahren Sie mehr über Werkzeug- und Formenbau für kleine, hochdetaillierte Metallteile, die in Kosmetik- oder Verbraucherhardware verwendet werden.
Nachbearbeitung und CNC-Feinbearbeitung
Nach dem Guss wurden die Teile einer Gratentfernung und Trommelpolitur unterzogen, um Kanten zu entschärfen, gefolgt von einer präzisen CNC-Nachbearbeitung, um Passmerkmale und Montagelöcher vorzubereiten.
Wichtige Bearbeitungskennzahlen:
Lochpositionsgenauigkeit: ±0,02 mm
Kantenfasen: gleichmäßig 0,3 mm
Endoberflächenrauheit: Ra ≤ 0,8 µm
Diese präzise Feinbearbeitung gewährleistete eine perfekte Integration mit Edelstahl- oder Glaskomponenten in den endgültigen Spiegelbaugruppen.
PVD-Beschichtung für spiegelähnliche Oberfläche und Haltbarkeit
Eine mehrschichtige PVD-Beschichtung (Physikalische Gasphasenabscheidung) wurde aufgetragen, um ein luxuriöses, hochreflektives Chrom-Erscheinungsbild zu erzielen. Der Prozess erzeugt hochbeständige metallische Oberflächen, die in hochwertiger Badezimmer-, Möbel- und Elektronikhardware verwendet werden.
Beschichtungsprozessparameter:
Grundschicht: Titan oder CrN für Haftung
Reflektierende Deckschicht: Chrom oder Gold
Beschichtungsdicke: 0,3–0,5 µm
Oberflächenhärte: >3H
Korrosionsbeständigkeit: >240 Stunden Salzsprühnebel nach ASTM B117
Die Gleichmäßigkeit und Haftfestigkeit wurden mit ASTM D3359 Gitterschnitt-Test und Bleistifthärtetests validiert.
Qualitätskontrolle und Montageunterstützung
Um strengen ästhetischen Standards zu entsprechen, durchliefen alle Teile eine mehrstufige Inspektion, einschließlich:
100 % Sichtprüfung unter 600 Lux diffusem Licht
Beschichtungsdickenmessung per Wirbelstromsonde
Dimensionale Stichprobenprüfung mit Koordinatenmessgerät (KMG)
Statikgeschützte Reinraumverpackung
Die Verpackung verwendete kratzfeste Tabletts und Poly-Schichten, um PVD-Oberflächen während des Transports vor Abrieb zu schützen. Dieser Ansatz ist Teil unseres One-Stop-Service-Modells – eine Optimierung von Produktion, Veredelung, Inspektion und Verpackung in einem einheitlichen Arbeitsablauf.
Flexible Kleinserienfertigung für Premium-Marken
Dieses Projekt war Teil einer limitierten Spiegelproduktlinie mit verschiedenen Oberflächen und Formaten. Unser Kleinserienfertigungsansatz unterstützte Losgrößen von nur 2.000 Einheiten pro Variante und gewährleistete Exklusivität im Design und Kostenkontrolle.
Jede neue Variante verwendete Standardwerkzeuge mit austauschbaren Einsätzen, wodurch die Werkzeugkosten um 30 % gesenkt und die Werkzeugumrüstzeit auf unter 24 Stunden reduziert wurden.
Häufig gestellte Fragen (FAQ)
Warum wird Zamak für dekorativen Druckguss anderen Zinklegierungen vorgezogen?
Welche Haltbarkeitsstandards gelten für hochglänzende dekorative Hardware?
Wie werden Maßtoleranzen für mehrteilige kosmetische Baugruppen gehandhabt?
Welche Nachbearbeitungsmethoden sind vor der PVD-Beschichtung unerlässlich?
Wie wirkt sich die Kleinserienfertigung auf die Werkzeug- und Designflexibilität aus?