Solutions de Moulage sous Pression en Laiton 360 pour Composants de Machines à Sangle Haute Performa...
Introduction
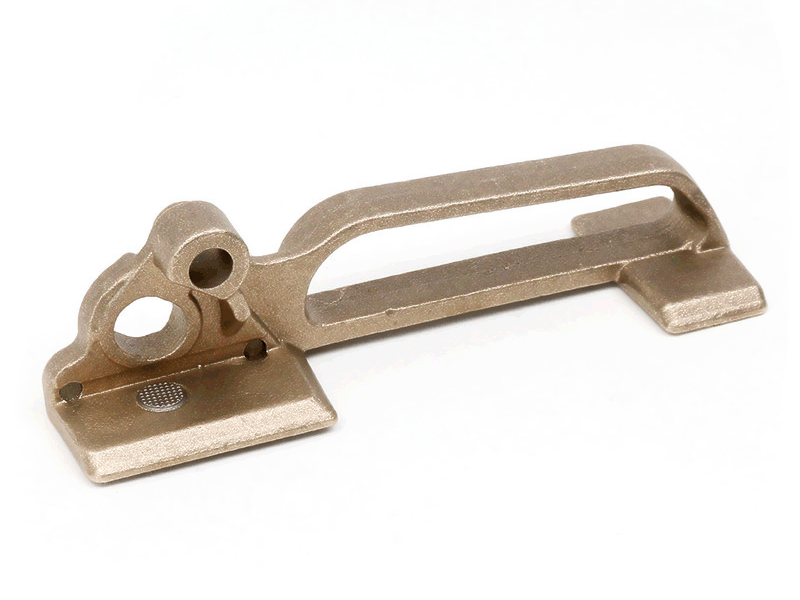
Les machines à sangle dépendent de composants conçus avec précision pour maintenir des performances mécaniques à long terme. Le laiton 360 est un alliage de cuivre de première qualité, facile à usiner, qui offre une excellente durabilité, une bonne usinabilité et une résistance à la corrosion.
Ce blog présente une approche spécialisée de moulage sous pression utilisant des alliages à base de cuivre, tels que le laiton 360, ainsi que des techniques d'usinage postérieur et de sablage qui garantissent un ajustement, une finition et une fonction optimaux pour les applications de machines à sangle à charge élevée.
Comprendre le Matériau Laiton 360
Le Laiton 360 est un alliage cuivre-zinc facile à usiner, connu pour son excellente usinabilité, sa résistance à la corrosion et son intégrité structurelle. Sa structure granulaire uniforme et sa haute conductivité thermique le rendent particulièrement adapté aux machines d'emballage fonctionnant sous charges mécaniques répétitives et exposées à l'environnement. Il offre également une finition de surface brillante et lisse qui répond aux exigences fonctionnelles et visuelles des équipements industriels.
Pourquoi Choisir le Moulage sous Pression du Cuivre pour les Pièces de Sangle en Laiton 360
Le moulage sous pression du cuivre permet la production efficace de composants en laiton 360 de formes complexes et dimensionnellement stables. Les principaux avantages incluent :
Tolérances Serrées : Maintient une géométrie constante sur une production à grand volume.
Utilisation du Matériau : Réduit le gaspillage de matière par rapport à l'usinage par enlèvement de copeaux.
Performance Améliorée : Produit des pièces denses et sans défauts, idéales pour les assemblages porteurs et mobiles dans les machines à sangle.


Processus de Fabrication Clés
Processus de Moulage sous Pression du Cuivre
Le processus de moulage sous pression commence par une Fabrication d'Outillages et de Moules spécialisée pour garantir des moules précis. Le laiton 360 est coulé sous pression contrôlée pour obtenir une épaisseur de paroi uniforme, essentielle pour la fiabilité structurelle des pièces mécaniques dynamiques.
Usinage Postérieur pour le Contrôle Dimensionnel
L'usinage postérieur (Usinage Postérieur) est essentiel pour ajuster avec précision les caractéristiques critiques telles que les alésages d'arbre, les sièges plats et les détails de filetage, garantissant la compatibilité avec les mécanismes des machines à sangle. La précision CNC assure la plus haute cohérence et fiabilité fonctionnelle lors de l'assemblage.
Traitement de Surface par Sablage
Le Sablage est appliqué pour éliminer les oxydes de coulée, affiner la texture de surface et améliorer l'adhérence de la peinture ou du revêtement. Pour les pièces en laiton 360, ce processus améliore également la résistance à la fatigue et fournit une surface propre et professionnelle adaptée aux composants de machine visibles.
Assurance Qualité pour les Applications de Machines d'Emballage
Toutes les pièces moulées sous pression en laiton 360 subissent un Contrôle des pièces moulées rigoureux pour garantir la conformité aux normes de performance mécanique, à la précision géométrique et à la qualité de surface. Chaque composant est validé pour son intégrité dimensionnelle, assurant un fonctionnement sans faille dans des environnements à cycle élevé.
Solutions de Moulage sous Pression en Laiton Tout-en-Un Optimisées pour les Équipements d'Emballage
Moulage sous Pression du Cuivre en Laiton 360 : Notre processus de Moulage sous Pression du Cuivre est conçu pour des composants de machines d'emballage à haute résistance et résistants à l'usure.
Usinage Postérieur de Précision : Nous fournissons des services d'Usinage Postérieur pour un contrôle dimensionnel amélioré, un ajustement d'étanchéité et des connexions filetées dans les assemblages de sangle.
Traitement de Surface de Qualité Industrielle : Le Sablage améliore la finition de surface, la propreté et la longévité des composants, essentiels pour des équipements durables de qualité professionnelle.
FAQ
Quel est le délai de livraison typique pour des pièces personnalisées de machines à sangle en laiton 360 ?
Comment le laiton 360 se compare-t-il à l'acier inoxydable dans les applications d'équipements d'emballage ?
Les composants moulés sous pression en laiton 360 peuvent-ils maintenir des tolérances dimensionnelles serrées ?
Quel est l'avantage du sablage par rapport au polissage pour les pièces en laiton ?
Comment la durabilité de surface est-elle améliorée par l'usinage postérieur et le sablage ?
