Fabrication de pièces en zamak Adamonyte-Keidune par moulage et revêtement PVD pour miroirs
Le moulage sous pression en zamak est devenu un pilier de l'industrie de la fabrication de métaux décoratifs, permettant la production efficace de pièces détaillées et dimensionnellement stables. Il offre l'équilibre idéal entre résistance, fluidité et qualité de finition pour les assemblages de miroirs haut de gamme.
Ce projet se concentre sur la fabrication collaborative de composants en alliage zamak avec une apparence miroir, obtenue grâce à un moulage de précision et un traitement de surface PVD avancé. Le résultat est une gamme de pièces ornementales qui répondent aux exigences esthétiques et fonctionnelles des produits de consommation haut de gamme.
Moulage sous pression en zamak pour pièces décoratives et fonctionnelles
Le Zamak 3 et le Zamak 5 ont été sélectionnés pour leur excellente fluidité et leur détail de surface haute fidélité, idéaux pour les ornements de cadre de miroir et les structures de support. Ces alliages sont largement utilisés dans le moulage sous pression de zinc pour les composants ornementaux et esthétiques nécessitant une qualité de finition supérieure.
Données sur le matériau et le procédé :
Résistance à la traction : 280–310 MPa
Épaisseur de paroi : 1,2–2,5 mm
Tolérance de moulage : ±0,05 mm (ISO 8062 CT6)
Dureté Brinell : ~85 HB
Porosité de surface : <0,3 % (vérifiée par inspection aux rayons X)
Le procédé de moulage sous pression en zamak a assuré une fine reproduction des contours, une réduction des défauts internes et une répétabilité dimensionnelle pour les assemblages décoratifs.
Ingénierie de moule et optimisation de surface
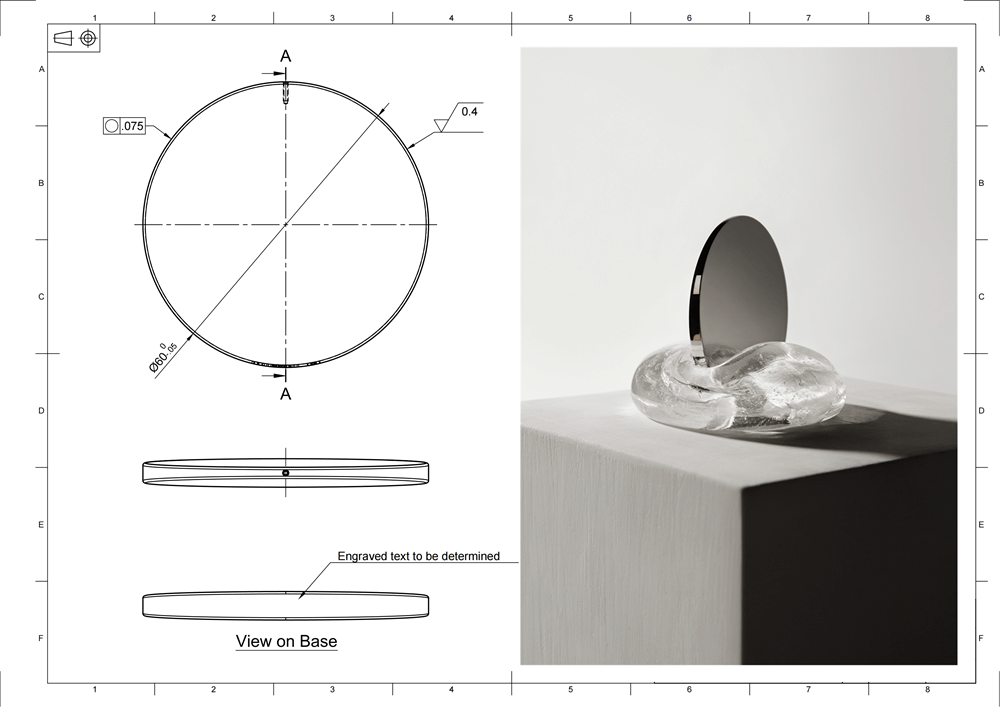
Le moule comportait des inserts de cavité de qualité miroir avec une finition de surface Ra ≤ 0,4 µm et des actions à glissières multiples pour s'adapter aux contre-dépouilles et à la géométrie en creux. L'acier à outils H13 avec traitement thermique sous vide a prolongé la durée de vie de l'outillage au-delà de 100 000 cycles.
Spécifications de l'outillage :
Matériau du moule : H13 avec surface nitrurée
Angle de dépouille : 1,5° typique pour les faces verticales
Actions de noyau à glissières multiples : pour les creux internes
Système de refroidissement : canaux intégrés avec rétroaction de capteurs
Découvrez-en plus sur la fabrication d'outils et de moules pour les petites pièces métalliques très détaillées utilisées dans le matériel esthétique ou grand public.
Post-traitement et finition CNC
Après le moulage, les pièces ont subi une élimination des bavures et un polissage par tonneau pour adoucir les arêtes, suivis d'une post-usinage CNC de précision pour préparer les caractéristiques d'assemblage et les trous de montage.
Métriques clés d'usinage :
Précision de position des trous : ±0,02 mm
Chanfreinage des arêtes : 0,3 mm uniforme
Rugosité de surface finale : Ra ≤ 0,8 µm
Cette finition rigoureuse a assuré une intégration parfaite avec les composants en acier inoxydable ou en verre dans les assemblages finaux de miroirs.
Revêtement PVD pour une finition miroir et une durabilité
Un revêtement PVD (Dépôt Physique en Phase Vapeur) multicouche a été appliqué pour offrir une apparence chrome luxueuse et à haute réflectivité. Le procédé produit des finitions métalliques très durables utilisées dans le matériel haut de gamme pour salle de bain, meubles et électronique.
Paramètres du procédé de revêtement :
Couche de base : Titane ou CrN pour l'adhérence
Couche supérieure réfléchissante : Chrome ou or
Épaisseur du revêtement : 0,3–0,5 µm
Dureté de surface : >3H
Résistance à la corrosion : >240 heures de brouillard salin selon ASTM B117
L'uniformité et le niveau d'adhérence ont été validés à l'aide de tests de ruban adhésif en croix ASTM D3359 et de tests de dureté au crayon.
Contrôle qualité et support d'assemblage
Pour répondre à des normes esthétiques strictes, toutes les pièces ont subi une inspection en plusieurs étapes, notamment :
Contrôle visuel à 100 % sous un éclairage diffus de 600 lux
Mesure de l'épaisseur du revêtement par sonde à courants de Foucault
Échantillonnage dimensionnel utilisant une MMT
Emballage en salle blanche antistatique
L'emballage utilisait des plateaux anti-rayures et des couches de poly pour protéger les surfaces PVD de l'abrasion pendant l'expédition. Cette approche fait partie de notre modèle de service tout-en-un — rationalisant la production, la finition, l'inspection et l'emballage dans un flux de travail unifié.
Production flexible en petites séries pour les marques premium
Ce projet faisait partie d'une ligne de produits miroir en édition limitée avec différentes finitions et formats. Notre approche de fabrication à faible volume a pris en charge des lots aussi petits que 2 000 unités par variante, garantissant l'exclusivité du design et le contrôle des coûts.
Chaque nouvelle variante utilisait un outillage standard avec des inserts interchangeables, réduisant le coût de l'outillage de 30 % et le temps de changement d'outillage à moins de 24 heures.
FAQ
Pourquoi le zamak est-il préféré au moulage sous pression décoratif par rapport aux autres alliages de zinc ?
Quelles sont les normes de durabilité du revêtement pour le matériel décoratif à haute brillance ?
Comment les tolérances dimensionnelles sont-elles gérées pour les assemblages esthétiques multi-pièces ?
Quelles méthodes de post-traitement sont essentielles avant le revêtement PVD ?
Comment la production à faible volume affecte-t-elle la flexibilité de l'outillage et de la conception ?