Comment planifier les pièces en aluminium moulé sous pression pour l'assemblage et l'utilisation fin...
Comment planifier les pièces en aluminium moulé sous pression pour l'assemblage et l'utilisation finale ?
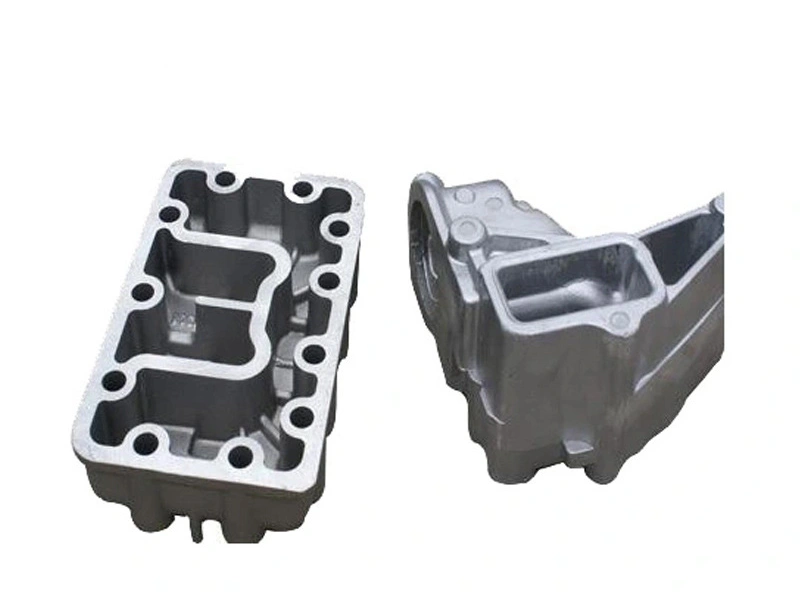
Les pièces en aluminium moulé sous pression doivent être planifiées en fonction de leur mode d'assemblage, de chargement, d'étanchéité, de finition et d'utilisation. Une pièce qui semble acceptable après le moulage peut néanmoins tomber en panne si l'ajustement d'assemblage, l'épaisseur du revêtement, l'engagement des vis, les surfaces d'étanchéité ou les tests fonctionnels ne sont pas pris en compte dès le début. Les acheteurs doivent considérer les pièces en aluminium moulé sous pression comme des composants prêts à l'emploi, et non simplement comme des ébauches de moulage.
1. Pourquoi l'utilisation finale doit guider la planification des pièces moulées sous pression
L'application finale détermine ce que la pièce moulée doit accomplir. Un boîtier peut nécessiter une étanchéité à l'eau. Un support peut exiger une résistance à la charge. Un couvercle peut requérir une qualité de surface esthétique. Un composant lié à la chaleur peut avoir besoin de performances thermiques. Une pièce utilisée en extérieur peut nécessiter une protection contre la corrosion. Si ces exigences ne sont pas prises en compte avant la fabrication de l'outillage, l'acheteur peut découvrir des problèmes lors de l'assemblage ou sur le terrain.
Pour les composants assemblés en aluminium moulé sous pression, la conception doit prendre en compte la fixation par vis, les zones d'ajustement serré, l'installation d'inserts, les surfaces de contact des joints, l'installation de roulements, le mouvement des charnières et l'alignement des supports. Ces exigences influencent le choix des matériaux, la conception de l'outillage, l'usinage ultérieur, le post-traitement des pièces moulées en aluminium et l'inspection.
Exigence d'utilisation finale | Préoccupation de conception | Support de fabrication |
|---|---|---|
Assemblage par vis | Profondeur du filetage et position des trous | Usinage CNC et inspection |
Étanchéité à l'eau | Surface d'étanchéité plane | Usinage ultérieur et contrôle du revêtement |
Dissipation thermique | Matériau et conception des parois | Sélection de l'alliage et planification de la surface |
Utilisation en extérieur | Protection contre la corrosion | Peinture au poudre, anodisation ou autre finition de surface |
Livraison prête à l'emploi | Assemblage et emballage | Service guichet unique et inspection finale |
2. Comment le traitement de surface affecte l'assemblage
Le traitement de surface ne concerne pas seulement l'apparence. L'épaisseur du revêtement, l'accumulation de peinture au poudre, le comportement de l'anodisation, la couverture de peinture et la stratégie de masquage peuvent tous affecter l'assemblage. Si un revêtement est appliqué sur des trous, des faces d'étanchéité ou des zones d'ajustement serré sans planification, la pièce finale peut devenir difficile à assembler.
Par exemple, la peinture au poudre peut s'accumuler sur les bords et à l'intérieur des trous. L'anodisation peut modifier l'apparence de surface de certains alliages d'aluminium moulés sous pression. La peinture peut nécessiter un masquage sur les surfaces d'étanchéité ou les zones filetées. Les acheteurs doivent confirmer quelles zones nécessitent un revêtement et quelles zones doivent rester propres, usinées ou protégées.
3. Comment l'usinage ultérieur soutient l'assemblage final
L'usinage ultérieur aide à contrôler les caractéristiques qui affectent l'assemblage, notamment la planéité des faces de montage, la position des trous, la profondeur des filetages, le contrôle des bavures, les surfaces de référence et les faces d'étanchéité. Sans usinage ultérieur, les caractéristiques brutes de moulage peuvent ne pas fournir la précision requise pour l'assemblage par vis, l'installation de roulements, la compression des joints ou le positionnement répété.
L'usinage ultérieur doit être planifié conjointement avec la conception de la pièce moulée. Si la pièce ne comprend pas de tolérance d'usinage, d'accès pour les dispositifs de maintien ou de planification des références, il peut être difficile d'usiner correctement les caractéristiques critiques après le moulage.
Caractéristique d'assemblage | Problème possible sans planification | Support recommandé |
|---|---|---|
Trou fileté | Profondeur de filetage insuffisante ou résistance d'assemblage faible | Usinage CNC et inspection des filetages |
Face d'étanchéité | Fuite causée par une mauvaise planéité ou une accumulation de revêtement | Usinage ultérieur, masquage et contrôle du revêtement |
Trou de positionnement | Interférence d'assemblage ou erreur de position | Planification des références et inspection MMT |
Surface extérieure esthétique | Défauts visibles après finition | Marquage précoce de la surface esthétique et revue de la finition |
Bord sensible aux bavures | Dommages lors de l'installation ou risque de manipulation par l'opérateur | Ébavurage, grenaillage vibratoire ou contrôle de la finition manuelle |
4. Pourquoi l'assemblage d'échantillons et la validation en petite série sont importants
Même lorsque la pièce moulée semble correcte, l'assemblage d'échantillons reste important. Les acheteurs doivent tester si les vis s'engagent correctement, si les surfaces d'étanchéité se compressent adéquatement, si le revêtement ne bloque pas l'ajustement, si les bavures n'interfèrent pas avec l'installation et si la pièce fonctionne sous vibration, chaleur, humidité, corrosion extérieure ou charge répétée.
La validation en petite série permet d'identifier les problèmes avant la production de masse. Cela est particulièrement utile lorsque la pièce doit s'adapter à des pièces en plastique, en acier, en cuivre, à des modules électroniques, des joints, des charnières, des supports ou d'autres assemblages.
5. Comment Neway prend en charge les pièces en aluminium moulé sous pression prêtes à l'emploi
Neway peut offrir un service de moulage sous pression et d'assemblage guichet unique en combinant le moulage sous pression, l'usinage ultérieur, la finition de surface, l'inspection, l'assemblage et la planification de la livraison. Cela aide les acheteurs à réduire la nécessité de coordonner des fournisseurs séparés pour le moulage, l'usinage, le revêtement et l'assemblage.
Pour les projets nécessitant des composants finis plutôt que des ébauches de moulage, Neway peut également prendre en charge l'assemblage personnalisé et l'emballage sécurisé pour les composants prêts à l'emploi. Cela est utile lorsque les acheteurs ont besoin d'un ajustement d'assemblage stable, d'une apparence contrôlée, de surfaces protégées et d'une qualité de livraison finale.
Résumé
Question de planification | Action recommandée |
|---|---|
La pièce sera-t-elle assemblée avec d'autres composants ? | Examiner tôt les trous, les filetages, les zones d'ajustement serré, les faces d'étanchéité et les caractéristiques de référence. |
La pièce recevra-t-elle un traitement de surface ? | Vérifier l'épaisseur du revêtement, le masquage, les exigences de couleur et le jeu d'assemblage. |
La pièce sera-t-elle exposée à la chaleur, aux vibrations ou à la corrosion ? | Planifier la sélection de l'alliage, la conception des parois, la finition et les tests fonctionnels. |
L'acheteur a-t-il besoin de pièces prêtes à l'emploi ? | Utiliser un support guichet unique pour le moulage sous pression, l'usinage, la finition, l'assemblage et l'emballage. |
