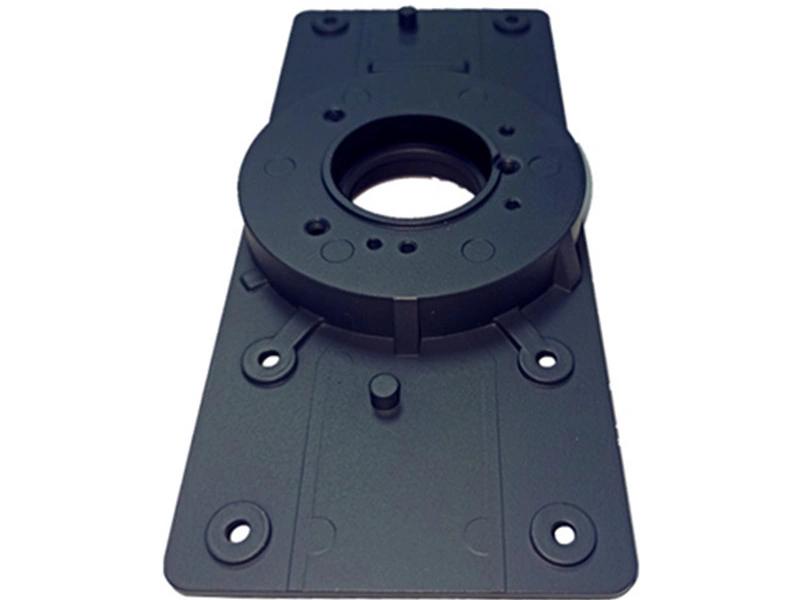
Adamonyte-Keidune 锌合金零件压铸与PVD镀膜镜面制造
锌合金压铸已成为装饰性金属制造行业的主流工艺,能够高效生产高精度、尺寸稳定的零件。它为高端镜面组件提供了强度、流动性和表面质量之间的理想平衡。
本项目专注于锌合金组件的协作制造,通过精密铸造和先进的PVD表面处理实现镜面般的外观。其成果是一系列满足高端消费品美学和功能需求的装饰性零件。
用于装饰性和功能性零件的锌合金压铸
选择Zamak 3和Zamak 5是因为它们具有优异的流动性和高保真表面细节,非常适合镜框装饰件和支撑结构。这些合金广泛用于锌压铸,适用于需要卓越表面质量的装饰性和外观部件。
材料与工艺数据:
抗拉强度:280–310 MPa
壁厚:1.2–2.5 mm
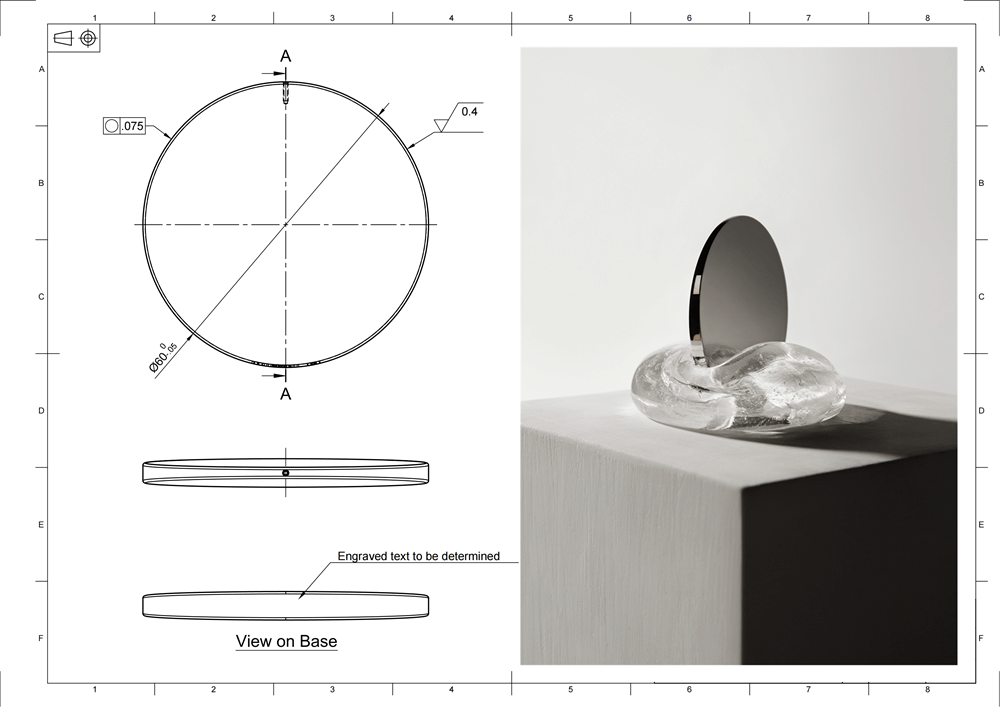
铸造公差:±0.05 mm (ISO 8062 CT6)
布氏硬度:~85 HB
表面孔隙率:<0.3%(通过X射线检测验证)
锌合金压铸工艺确保了精细的轮廓复制、减少的内部缺陷以及装饰组件尺寸的可重复性。
模具工程与表面优化
模具采用镜面级型腔镶件,表面粗糙度Ra ≤ 0.4 µm,并配备多滑块动作以适应倒扣和凹陷几何形状。采用真空热处理的H13模具钢将模具寿命延长至超过100,000次循环。
模具规格:
模具材料:表面氮化的H13钢
拔模角:垂直面通常为1.5°
多滑块型芯动作:用于内部凹陷
冷却系统:带传感器反馈的嵌入式通道
了解更多关于工具和模具制造的信息,用于化妆品或消费类硬件中的小型、高精度金属零件。
后处理与CNC精加工
铸造后,零件经过毛刺去除和滚光以软化边缘,然后进行精密的CNC后加工,以准备配合特征和安装孔。
关键加工指标:
孔位精度:±0.02 mm
边缘倒角:0.3 mm 均匀
最终表面粗糙度:Ra ≤ 0.8 µm
这种严格的精加工确保了与最终镜面组件中的不锈钢或玻璃部件的完美集成。
用于镜面效果和耐用性的PVD镀膜
采用多层PVD(物理气相沉积)镀膜,以呈现奢华、高反射率的铬外观。该工艺可产生高度耐用的金属饰面,用于高端卫浴、家具和电子硬件。
镀膜工艺参数:
基层:钛或CrN,用于增强附着力
反射顶层:铬或金
镀层厚度:0.3–0.5 µm
表面硬度:>3H
耐腐蚀性:>240小时盐雾测试(根据ASTM B117)
使用ASTM D3359划格胶带和铅笔硬度测试验证了均匀性和附着力水平。
质量控制与装配支持
为了满足严格的美学标准,所有零件都经过了多阶段检验,包括:
在600勒克斯漫射光下进行100%目视检查
通过涡流探头测量镀层厚度
使用三坐标测量机进行尺寸抽样
防静电洁净室包装
包装采用防刮托盘和聚乙烯层,以保护PVD表面在运输过程中免受磨损。这种方法是我们一站式服务模式的一部分——在统一的工作流程中简化生产、精加工、检验和包装。
为高端品牌提供的灵活小批量生产
该项目是限量版镜面产品线的一部分,具有不同的饰面和规格。我们的小批量制造方法支持每个变体低至2,000件的批量,确保了设计的独特性和成本控制。
每个新变体都使用带有可互换镶件的标准模具,将模具成本降低了30%,并将模具更换时间缩短至24小时以内。
常见问题解答
为什么在装饰性压铸中,锌合金比其他锌合金更受青睐?
高光泽装饰性硬件的镀层耐久性标准是什么?
如何管理多部件外观组件的尺寸公差?
在PVD镀膜之前,哪些后处理方法是必不可少的?
小批量生产如何影响模具和设计的灵活性?