苹果蓝牙无线耳机铰链项目压铸与CNC加工
无线耳机中的紧凑精密铰链要求卓越的尺寸控制、机械耐久性和用户舒适度。压铸结合CNC加工为制造这些微型组件提供了可扩展的解决方案,能够在大批量生产中实现可重复的性能。
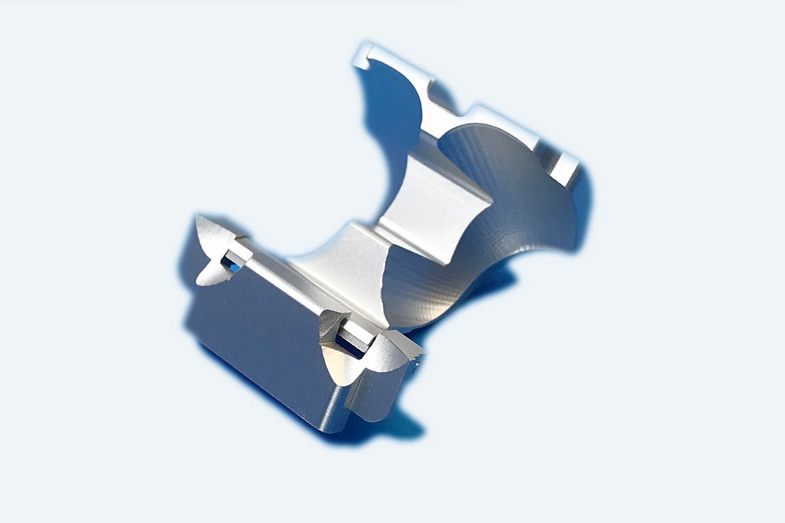
本项目介绍了用于蓝牙无线耳机的锌合金铰链组件的开发与制造过程。重点阐述了铸造控制、公差管理、表面处理以及最终组装验证,所有环节均经过精心设计,以满足严格的消费电子标准。
为何选择锌压铸用于微型机械铰链?
Zamak 3和Zamak 5因其优异的流动性、高尺寸稳定性以及抗蠕变和抗疲劳特性,是微型铰链的理想材料。这些合金符合ASTM B86标准,并为净形或近净形部件提供了最佳的铸造性能。
材料规格(Zamak 3,符合ASTM B240):
抗拉强度:283 MPa
屈服强度:221 MPa
断裂伸长率:7–10%
硬度:82–85 HRB
线性收缩率:~1.2 mm/m
可实现的铸造公差:±0.03 mm(ISO 8062-CT5)
了解更多关于Zamak 3的特性和应用在大批量微型部件生产中的信息。
高精度铰链生产的模具设计
铰链几何形状包括圆柱形枢轴、集成弹簧保持凹槽和配合凸片,要求严格的位置精度和无缺陷的表面光洁度。模具采用高硬度模具钢(H13)制造,并经过氮化处理以增强耐磨性。
模具参数:
模具钢:H13(HRc 48–52),氮化处理
拔模角:垂直壁面1.0–1.5°
最小半径:内部过渡处0.3 mm
模具预期寿命:>150,000次循环
型腔光洁度:Ra ≤ 0.4 µm(可视区域进行光学抛光)
探索我们为消费电子产品精密锌微型部件提供的模具制造能力。
压铸工艺与控制
生产在160吨热室锌压铸机上进行,采用可编程注射曲线和真空辅助,以最大限度地减少湍流和气体卷入。在线传感器实时监控注射压力、循环时间和模具温度。
工艺规格:
注射速度:3.8–4.5 m/s
填充时间:≤0.1秒
模具温度:200–220°C
注射压力:35–45 MPa
注射重量偏差:≤2%
我们的锌压铸工艺包括真空系统和X射线验证,以确保精密机械部件的内部结构完整性。
用于功能公差的CNC加工
虽然压铸形成了净形,但关键表面仍需使用精密CNC设备进行精加工,以确保与压配销、弹簧加载机构和铰链旋转角的兼容性。
加工公差标准(符合ISO 286-2):
孔径公差:H6(对于Ø2–4 mm为±0.006 mm)
槽宽公差:±0.01 mm
配合面平面度:≤0.02 mm
枢轴与安装座之间的同心度:≤0.015 mm
表面光洁度:Ra ≤ 0.4 µm(在功能界面上)
查看我们用于完成复杂、高公差可穿戴部件的后加工服务。
用于耐磨性和美观性的表面处理
铰链界面需要手感顺滑、优异的耐腐蚀性和高度的美观一致性。采用了双阶段表面处理工艺:批量精加工后进行化学镀镍(ENP)。
表面处理细节:
滚磨介质:陶瓷,3 mm;持续时间:2小时
镀层类型:ENP,符合ASTM B733
镀层厚度:5–8 µm
表面硬度:~500 HV
耐盐雾性:>96小时(符合ASTM B117)
其他选项,如用于装饰性外观的粉末喷涂或用于防腐的阳极氧化,也可用于其他产品线。
最终组装、测试与包装
每个铰链作为用户交互的机械部件,都经过了耐久性验证和功能模拟测试。自动化设备执行扭矩循环和弹簧响应测量。
质量保证协议:
首件检验(FAI)并进行GD&T验证
生命周期测试:5,000次铰链旋转,摩擦力变化<5%
在600勒克斯均匀光照下进行目视检查
激光打标用于批次追溯
符合RoHS和REACH的材料认证
所有组件均使用防静电内衬和防磨损托盘进行包装。我们的一站式生产流程确保从铸造到精加工再到物流的全程服务。
常见问题解答
为什么Zamak 3比其他合金更受青睐用于微型耳机铰链部件?
在微型压铸和加工组件中可实现哪些尺寸公差?
化学镀镍如何应用于锌部件并进行验证?
机械铰链性能遵循哪些测试标准?
如何为小型、大批量铸造部件保持批次追溯性?
