Dirak 锁具系统配件与锁芯金属铸造供应
工业和机柜锁具系统需要兼具机械强度和尺寸精度的硬件。金属铸造能够实现精密、防篡改锁具部件的规模化生产。
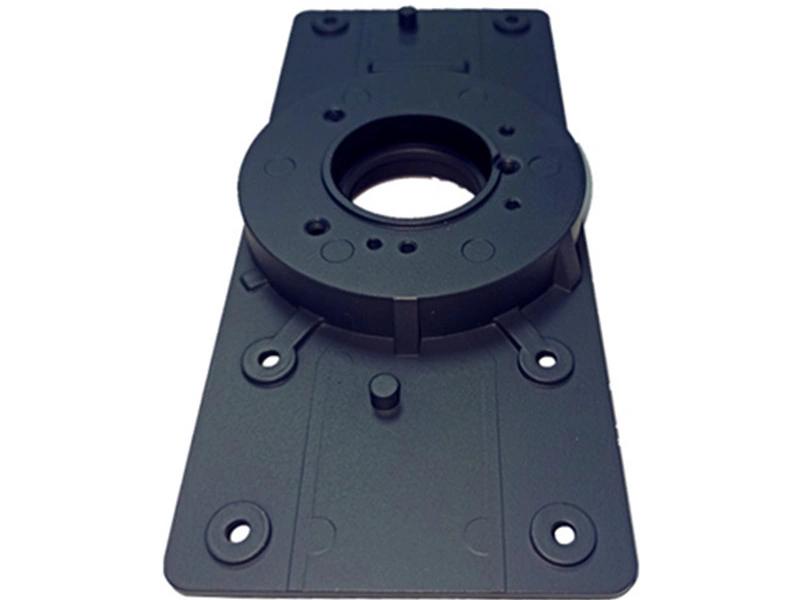
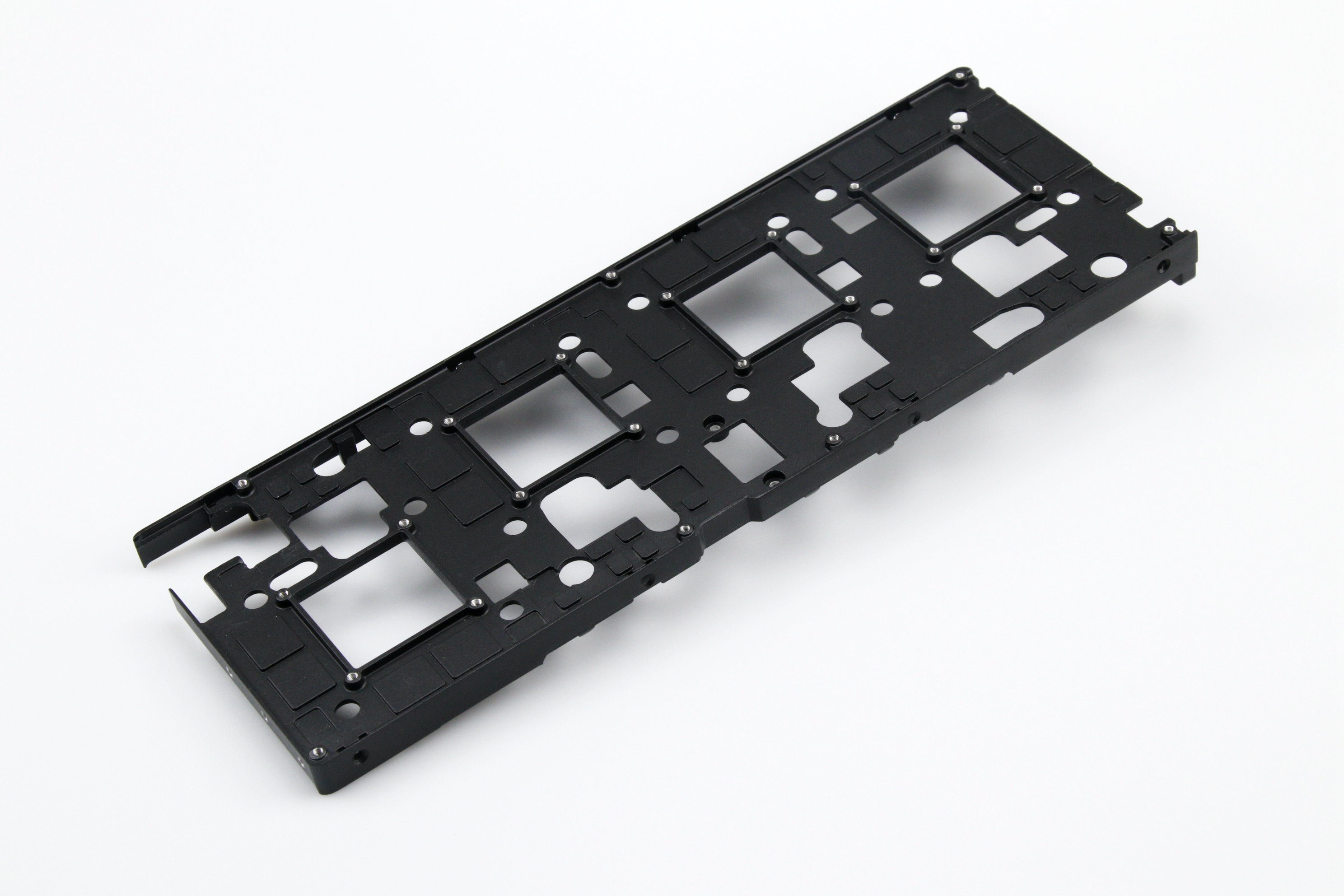
本案例研究采用锌合金和铝合金压铸来制造锁芯、凸轮拨杆和外壳盖——针对安全敏感应用中的配合度、耐腐蚀性和延长使用寿命进行了优化。
锁具机构的合金选择
锁芯、凸轮和旋转锁舌盖等锁具部件采用 Zamak 5 锌合金和 A380 铝合金铸造,选择依据是所需的强度、可加工性和表面处理性能。
材料性能对比
性能 | Zamak 5 锌合金 | A380 铝合金 |
|---|---|---|
极限抗拉强度 (MPa) | ~295 | 310 |
断裂伸长率 (%) | ~7.5 | ~3.5 |
可加工性 | 优异 | 良好 |
表面处理潜力 | 高抛光性 | 中等 |
耐腐蚀性 | 中等 | 阳极氧化后高 |
典型用途 | 锁芯,凸轮 | 锁具外壳 |
查看我们的 锌合金压铸服务 和 铝合金高压压铸能力,以了解合金对机柜硬件的适用性。
圆柱形部件的模具设计
锁芯和核心模具需要严格的圆度公差、笔直的孔以及分型线管理。采用精密滑块型芯和微排气技术,以确保内部驱动特征的清晰轮廓和锐利边缘。
模具规格:
模具钢:H13,氮化处理,Ra ≤ 0.8 µm
顶出系统:脱料板和顶针
圆度控制:≤0.02 mm 偏差
模具循环时间:35–45 秒
查看我们的 工模具制造能力,了解精密圆柱形锁具部件。
压铸与尺寸稳定性
根据零件复杂性和批量大小,使用冷室铝合金和热室锌合金压铸机。伺服控制注射和真空排气减少了湍流和气孔。
铸造参数:
壁厚:1.5–3.0 mm
公差等级:ISO 8062 CT5–CT6
填充时间:<0.2 秒
注射压力:高达 120 MPa
气孔率:≤0.5% (ASTM E505 X射线验证)
了解更多关于我们用于机械负载锁具组件的 金属铸造过程控制。
功能特征的机加工
关键的后期机加工特征包括键槽、凸轮槽口、安装螺纹和定位销孔。这些操作在配备自动零件定向和过程中测量的四轴加工中心上执行。
机加工操作:
孔公差:H7 (±0.015 mm)
螺纹加工:M3–M6 内螺纹 (ISO 公制)
槽铣削:±0.02 mm 位置公差
配合面平面度:≤0.05 mm
我们的 后期机加工服务 保证锁具与锁舌接口的公差达成。
表面处理与耐腐蚀性
Zamak 部件采用缎面镍或铬电镀,而铝外壳则进行阳极氧化处理。根据机柜颜色标准可选应用粉末涂层。
表面处理规格:
镀镍:5–10 µm,ASTM B456
镀铬:镜面或哑光效果
阳极氧化 (II型):10–15 µm,染色或透明
粉末涂层:70–90 µm,符合 RAL 标准
查看我们用于工业锁具部件的全套 表面处理解决方案。
组装、测试与交付
表面处理后,部件被组装成功能性锁具子单元或作为单独的精密零件包装。检验包括钥匙旋转扭矩测试、螺纹规检查和镀层附着力验证。
组装与质量保证:
扭矩测试:≤0.4 Nm 旋转阻力
螺纹检查:通/止规,ISO 1502
附着力:ASTM D3359 (5B 通过)
包装:防刮衬垫和防静电袋
我们的 一站式制造服务 涵盖铸造、机加工、表面处理和子组件组装,以实现安全部件集成。
常见问题
哪种材料最适合高公差锁芯制造?
如何铸造锁具部件以确保严格的孔和销公差?
哪些表面处理工艺能同时提供耐用性和耐腐蚀性?
如何在铸造锁具组件中验证旋转扭矩?
后期机加工的凸轮槽和销孔需要什么公差?