How High Pressure Die Casting Aluminum Supports Complex Production Parts
How High Pressure Die Casting Aluminum Supports Complex Production Parts
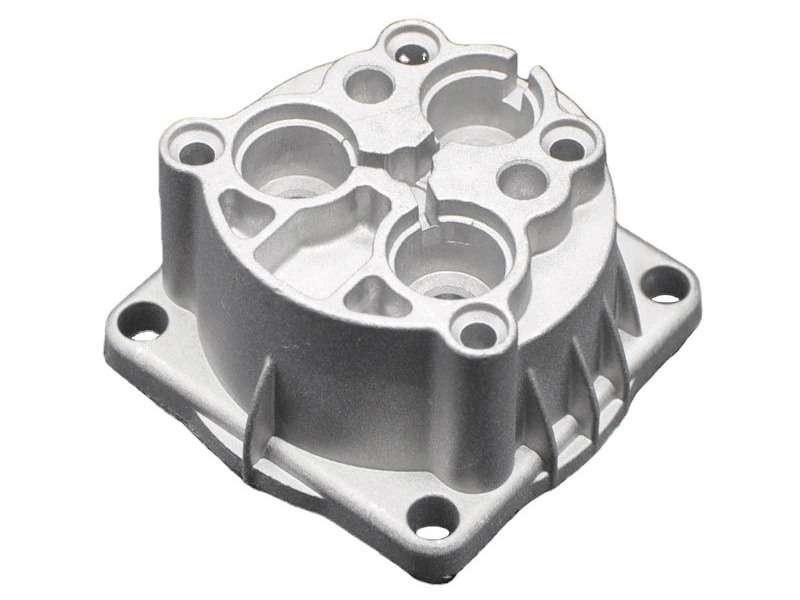
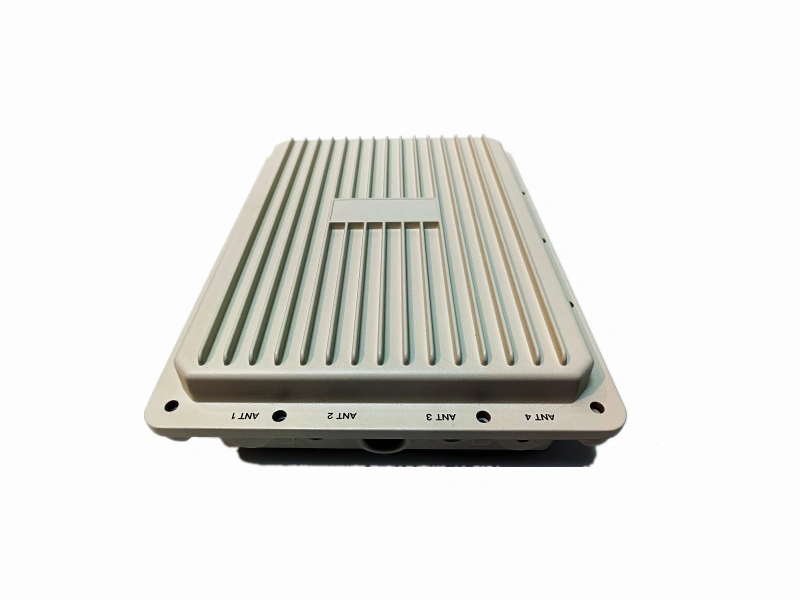
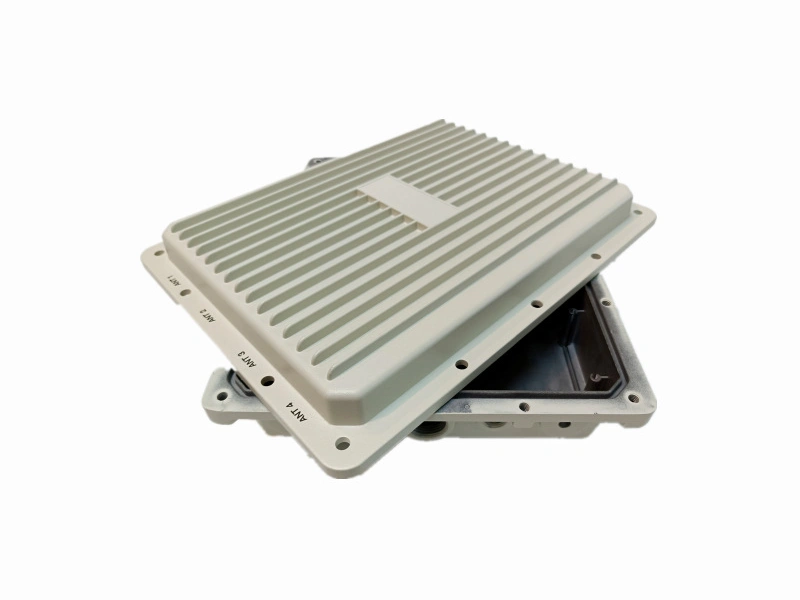
High pressure die casting aluminum helps buyers produce complex aluminum parts with thin walls, ribs, bosses, mounting features, visible surfaces and local CNC machining areas. It is often used for aluminum housings, lighting housings, heat sink housings, motor covers, pump bodies, electronic enclosures, automotive covers, mounting brackets and industrial aluminum covers.
For buyers, the value of high pressure die casting aluminum is not only that it can form complex shapes. The real value is whether the part design, tooling, flow path, venting, cooling, machining allowance, surface finishing and pilot run validation can work together before mass production begins.
If these details are not reviewed early, the project may face incomplete filling, cold shut, porosity, warpage, exposed pores after machining, cosmetic defects and unstable batch quality. A strong project should connect design review, tooling planning, CNC machining and production validation from the beginning.
Why High Pressure Die Casting Aluminum Fits Complex Part Geometry
High pressure die casting aluminum fits complex part geometry because molten aluminum can fill dedicated mold cavities under pressure. This makes it useful for aluminum parts that include thin walls, ribs, bosses, mounting holes, sealing areas, flat contact faces, visible surfaces, coating requirements and local CNC machining areas.
These features are common in aluminum housings, lighting housings, heat sink housings, motor covers, pump bodies, electronic enclosures, automotive covers, mounting brackets, industrial aluminum covers and custom aluminum die cast parts.
However, complex geometry also increases manufacturing risk. Thin walls may be difficult to fill. Thick bosses may create shrinkage. Sealing faces may expose porosity after CNC machining. Visible surfaces may be affected by gate marks, ejector marks or parting lines. That is why complex aluminum parts need early DFM review and tooling planning.
Complex Feature | Why It Fits High Pressure Die Casting Aluminum | Buyer Planning Point |
|---|---|---|
Thin walls | Can reduce weight and support compact aluminum structures | Review filling path and wall thickness consistency |
Ribs | Improve stiffness without making the whole part heavy | Balance rib layout with metal flow |
Bosses | Support screws, inserts and mounting points | Avoid local thick sections and shrinkage risk |
Mounting holes | Support assembly and positioning | Confirm which holes need CNC machining |
Sealing areas | Can be formed in the casting and finished by machining | Control porosity risk before machining |
Visible surfaces | Can support painting, coating or polishing after casting | Protect cosmetic surfaces during tooling design |
Flat contact faces | Can be cast near final shape and machined for function | Plan machining allowance and datum surfaces |
How Thin-Wall and Complex Features Affect High Pressure Die Casting Aluminum
Thin-wall and complex features are critical in high pressure die casting aluminum projects. Buyers should review wall thickness consistency, thin-wall filling, rib layout, boss thickness, flow path, corner radius, draft angle, local thick sections, machining allowance and cooling balance before tooling starts.
If these design details are not controlled, the casting may suffer from incomplete filling, cold shut, porosity, shrinkage, warpage, weak structure, surface marks and batch instability. These problems may not be fully visible until trial samples, CNC machining or pilot run production.
A good thin-wall design should not only reduce weight. It should also support stable metal flow, balanced cooling, reasonable strength and enough material for functional machining areas.
Thin-Wall or Complex Feature | What Buyers Should Review | Risk if Ignored |
|---|---|---|
Wall thickness consistency | Check thin areas, thick sections and transition zones | Warpage, shrinkage and unstable dimensions |
Thin-wall filling | Confirm whether aluminum can fill long or narrow sections | Incomplete filling and cold shut |
Rib layout | Review rib thickness, location and flow support | Poor filling or weak structure |
Boss thickness | Check fastening areas and local hot spots | Shrinkage, porosity and surface marks |
Flow path | Review how molten aluminum moves through the cavity | Air trapping and unstable filling |
Corner radius | Use suitable radii to improve flow and reduce stress | Cold shuts, cracks or weak corners |
Draft angle | Confirm part release from the mold | Drag marks, sticking and ejection problems |
Machining allowance | Leave enough material for holes, faces and datum surfaces | Scrap, rework or poor final tolerance |
Cooling balance | Review hot spots and solidification control | Warpage and batch variation |
How Flow Path and Venting Influence Aluminum Die Cast Quality
Flow path and venting directly influence aluminum die cast quality. In high pressure die casting aluminum, molten metal must fill thin walls, ribs, bosses and complex features quickly and consistently. If the flow path is poor or trapped air cannot escape, the part may have porosity, cold shut, incomplete filling or surface defects.
Buyers should not treat flow path and venting as only supplier-side technical details. These decisions affect whether functional faces can be machined safely, whether visible surfaces are acceptable and whether batch production can remain stable.
Before tooling begins, the supplier should review gate position, runner balance, venting, overflow design, cooling layout, parting line location and machining allowance together.
Planning Area | Why It Matters | Buyer Concern |
|---|---|---|
Flow path | Controls how molten aluminum fills the cavity | Avoid incomplete filling |
Gate position | Affects filling direction and surface marks | Protect functional and visible areas |
Venting | Helps release trapped air | Reduce porosity risk |
Overflow design | Helps stabilize filling quality | Improve repeatability |
Cooling layout | Affects shrinkage and warpage | Improve dimensional stability |
Parting line | Affects appearance and finishing | Avoid cosmetic disputes |
Machining allowance | Protects functional faces after casting | Reduce post-machining risk |
How Tooling Should Support High Pressure Die Casting Aluminum
Tooling is one of the most important factors in high pressure die casting aluminum. The final quality is not determined only by the die casting machine. Tooling design affects filling, porosity, shrinkage, warpage, surface appearance, CNC machining allowance and batch consistency.
Before tooling for high pressure die casting aluminum begins, buyers and suppliers should review mold cavity layout, gate design, runner balance, venting, overflow, cooling channels, ejector pin position, parting line location, slider or insert requirements, machining allowance and cosmetic surface protection.
If tooling is not planned properly, trial samples may look inconsistent, machined areas may expose defects, visible surfaces may fail cosmetic standards and long-term production may become unstable.
Tooling Area | What It Controls | Buyer Risk if Weak |
|---|---|---|
Mold cavity layout | Part shape, cavity balance and production repeatability | Unstable samples and inconsistent production |
Gate design | Metal entry direction and filling quality | Flow marks, cold shut and poor filling |
Runner balance | Stable aluminum flow into complex features | Uneven filling and batch variation |
Venting | Air release during high pressure filling | Porosity and internal defects |
Overflow | Filling stabilization and defect control | Unstable surface and repeatability issues |
Cooling channel | Solidification, shrinkage and cycle control | Warpage, shrinkage and dimensional drift |
Ejector pin position | Part release and surface mark location | Marks on cosmetic or functional faces |
Parting line location | Flash, burrs and visible line placement | Finishing rework and appearance disputes |
Slider or insert requirement | Undercuts, complex features and mold function | Tooling complexity and maintenance risk |
Machining allowance | Material left for holes, faces and datums | Insufficient stock or machining rework |
Cosmetic surface protection | Visible faces, coating areas and appearance standards | Cosmetic rejection after finishing |
How Porosity Risk Should Be Managed Before Machining
Porosity risk should be managed before CNC machining, not after machining exposes the problem. Many aluminum die cast parts may look acceptable in the as-cast condition, but internal pores can appear after machining sealing faces, threaded holes, flatness-controlled faces or contact areas.
This is especially important for pump bodies, motor covers, housings, heat sink housings, mounting parts and parts with sealing or assembly requirements. If machined areas expose porosity, the part may fail leakage testing, assembly inspection or cosmetic acceptance.
Buyers should confirm which areas cannot have exposed porosity before tooling and trial samples. Tooling design, gate position, venting, machining allowance and validation testing should all support these critical areas.
Porosity Control Item | What Buyers Should Confirm | Why It Matters |
|---|---|---|
Sealing faces | Which faces must remain free from exposed pores after machining | Reduces leakage and sealing failure |
Flatness-controlled faces | Which faces need final machining and stable contact | Improves assembly and inspection results |
Threaded holes | Thread position, depth and acceptable porosity level | Improves fastening reliability |
Critical machined areas | Which machined areas cannot show pores or surface defects | Prevents scrap after post machining |
Machining allowance | Whether enough stock remains for stable final machining | Reduces rework and exposed defect risk |
Gate and venting position | Whether critical areas avoid high porosity risk zones | Protects functional surfaces |
Trial sample machining | Whether sample parts should be cut or machined for validation | Finds hidden porosity before production |
Pressure or assembly testing | Whether the application requires leakage, pressure or fit testing | Confirms functional performance |
How High Pressure Die Casting Aluminum Compares With Other Production Routes
High pressure die casting aluminum should be compared with other production routes based on part geometry, annual demand, machining areas, surface requirements and long-term production plans. Buyers should not ask only which process is better. The better question is which process matches the product requirement and total manufacturing cost.
High pressure die casting aluminum is often suitable for complex aluminum parts with repeat production. Full CNC machining may be better for prototypes, low-volume parts or solid precision parts. Die casting plus CNC machining is often the best route for production parts that need both complex geometry and functional precision areas.
Buyers comparing different material directions can also review custom metal casting, zinc die casting and copper die casting based on part size, weight, conductivity, appearance and cost target.
Production Route | Better Fit | Buyer Concern |
|---|---|---|
High pressure die casting aluminum | Complex aluminum parts with repeat production | Tooling and process control |
Low pressure die casting | Larger parts or different filling requirements | Cycle time and geometry fit |
Full CNC machining | Prototypes or low-volume precision solid parts | Higher unit cost for complex shapes |
Die casting plus CNC machining | Production parts with functional precision areas | Balance cost and function |
How Pilot Runs Confirm the Process Window Before Mass Production
Pilot runs confirm the process window before mass production. They are not only small batch production. They help buyers and suppliers verify whether the casting process, machining plan, surface finishing and inspection standards can remain stable across repeated parts.
High pressure die casting aluminum risks are not always visible in one sample. Filling instability, porosity, warpage, burr growth, flash, machined feature variation, coating defects and assembly fit problems may appear only after more parts are produced.
A pilot run should validate filling stability, porosity level, warpage, wall thickness stability, burr and flash level, machined feature accuracy, surface finish result, assembly fit, batch repeatability and inspection report format.
Pilot Run Validation Item | What Buyers Should Check | Why It Matters |
|---|---|---|
Filling stability | Whether thin walls, ribs and complex areas fill consistently | Confirms casting process window |
Porosity level | Visible pores and exposed pores after machining | Reduces functional and cosmetic risk |
Warpage | Flatness, assembly fit and part deformation | Improves dimensional stability |
Wall thickness stability | Thin areas, thick areas and rib sections | Confirms stable part structure |
Burr and flash level | Edges, holes, parting lines and handling areas | Reduces finishing and assembly problems |
Machined feature accuracy | Threads, holes, faces, datums and tolerance-controlled areas | Confirms CNC machining consistency |
Surface finish result | Polishing, painting, coating and visible surface quality | Confirms appearance standard |
Assembly fit | Fit with mating parts and final product installation | Reduces production assembly risk |
Batch repeatability | Whether dimensions and appearance remain stable across parts | Confirms readiness for full production |
Inspection report format | Whether dimensional, cosmetic and functional checks are recorded clearly | Creates production approval evidence |
How Buyers Should Work With a Supplier on High Pressure Die Casting Aluminum
Buyers should work with a supplier that can support high pressure die casting aluminum from DFM review to pilot run and repeat production. The supplier should not only quote the part, but also evaluate thin-wall features, flow path, venting, tooling, CNC machining allowance, porosity risk, surface finishing and production repeatability.
A qualified supplier should help buyers identify where the part is easy to cast, where the part may have filling or porosity risk, which surfaces need CNC machining, which faces are cosmetic and how the project should be validated before full production.
Neway supports high pressure die casting aluminum projects that require aluminum die casting, tool and die making, CNC machining after die casting, custom metal casting, surface finishing, trial samples, pilot run validation and repeat production quality control.
Supplier Capability | What Buyers Should Check | Why It Matters |
|---|---|---|
DFM review | Can the supplier review thin walls, ribs, bosses and draft before tooling? | Reduces mold changes and sample failure |
Thin-wall feature evaluation | Can the supplier judge filling risk and wall thickness stability? | Improves complex part quality |
Flow path and venting review | Can the supplier plan gate, runner, venting and overflow properly? | Reduces porosity and incomplete filling |
Tooling planning | Can the supplier support mold design, correction and maintenance? | Improves production repeatability |
CNC machining allowance | Can the supplier plan stock for holes, faces and datums? | Prevents machining shortage and rework |
Porosity and warpage control | Can the supplier validate risky areas before production? | Protects functional and cosmetic quality |
Surface finishing validation | Can the supplier manage polishing, painting, coating and appearance checks? | Reduces cosmetic disputes |
Trial samples | Can the supplier provide samples with inspection and improvement actions? | Confirms early project readiness |
Pilot run support | Can the supplier validate process window before full production? | Reduces mass production risk |
Repeat production quality | Can the supplier maintain dimensions, surface quality and delivery stability? | Supports long-term cooperation |
FAQ
How Can Buyers Use High Pressure Die Casting Aluminum for Thin-Wall Housings?
How Should Flow Path and Venting Be Reviewed Before Mold Design?
How Can Buyers Reduce Porosity Exposure on Machined Aluminum Areas?
When Should High Pressure Die Casting Aluminum Be Compared With Other Routes?
How Should Pilot Runs Confirm the Process Window Before Full Production?