Apple Bluetooth-Kopfhörer-Scharnierprojekt: Druckguss und CNC-Bearbeitung
Kompakte Präzisionsscharniere in drahtlosen Kopfhörern erfordern außergewöhnliche Maßhaltigkeit, mechanische Haltbarkeit und Benutzerkomfort. Druckguss in Kombination mit CNC-Bearbeitung bietet eine skalierbare Lösung für die Herstellung dieser Mikrokomponenten mit wiederholbarer Leistung bei hohen Stückzahlen.
Dieses Projekt stellt den Entwicklungs- und Fertigungsprozess für Zinklegierungs-Scharnierbaugruppen vor, die in Bluetooth-Kopfhörern verwendet werden. Es beleuchtet Gusskontrolle, Toleranzmanagement, Oberflächenveredelung und die abschließende Baugruppenvalidierung – alles darauf ausgelegt, strengen Consumer-Electronics-Standards zu entsprechen.
Warum Zinkdruckguss für mikromechanische Scharniere?
Zamak 3 und Zamak 5 sind ideal für Mikroscharniere aufgrund ihrer überlegenen Fließeigenschaften, hohen Maßstabilität und Beständigkeit gegen Kriechen und Ermüdung. Diese Legierungen entsprechen den ASTM B86-Normen und bieten optimale Gießbarkeit für fertiggeformte oder nahezu fertiggeformte Teile.
Materialspezifikationen (Zamak 3 gemäß ASTM B240):
Zugfestigkeit: 283 MPa
Streckgrenze: 221 MPa
Bruchdehnung: 7–10%
Härte: 82–85 HRB
Lineare Schwindung: ~1,2 mm/m
Erreichbare Gusstoleranz: ±0,03 mm (ISO 8062-CT5)
Erfahren Sie mehr über Eigenschaften und Anwendungen von Zamak 3 in der Serienfertigung von Miniaturkomponenten.
Werkzeugkonstruktion für die Hochpräzisions-Scharnierfertigung
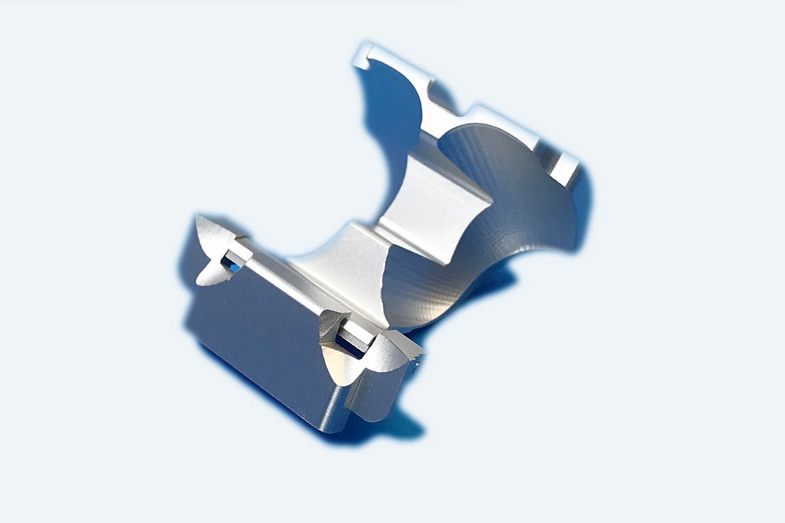
Die Scharniergeometrie umfasste einen zylindrischen Drehpunkt, eine integrierte Federhalteaussparung und Passfedern, was eine hohe Positionsgenauigkeit und fehlerfreie Oberflächengüte erforderte. Das Werkzeug wurde aus hochhärtbarem Werkzeugstahl (H13) gefertigt und nitriert, um die Verschleißfestigkeit zu erhöhen.
Werkzeugparameter:
Formenstahl: H13 (HRc 48–52), nitriert
Schrägungswinkel: 1,0–1,5° für senkrechte Wände
Minimaler Radius: 0,3 mm an inneren Übergängen
Erwartete Werkzeuglebensdauer: >150.000 Zyklen
Kavitatsoberfläche: Ra ≤ 0,4 µm (optisch poliert für sichtbare Bereiche)
Entdecken Sie unsere Fähigkeiten in Werkzeug- und Formenbau für präzise Zink-Mikrokomponenten in der Unterhaltungselektronik.
Druckgussprozess und Steuerungen
Die Produktion erfolgte an 160-Tonnen-Heißkammer-Zinkdruckgussmaschinen mit programmierbaren Einspritzprofilen und Vakuumunterstützung, um Turbulenzen und Lufteinschlüsse zu minimieren. Inline-Sensoren überwachten Einspritzdruck, Zykluszeit und Formtemperatur in Echtzeit.
Prozessspezifikationen:
Einspritzgeschwindigkeit: 3,8–4,5 m/s
Füllzeit: ≤0,1 Sekunden
Formtemperatur: 200–220°C
Einspritzdruck: 35–45 MPa
Schwankung des Schussgewichts: ≤2%
Unser Zinkdruckgussprozess umfasst Vakuumsysteme und Röntgenvalidierung, um die innere Strukturintegrität für präzise mechanische Teile sicherzustellen.
CNC-Bearbeitung für funktionale Toleranzen
Während der Druckguss die Endform erzeugte, wurden kritische Oberflächen mit Präzisions-CNC-Anlagen nachbearbeitet, um die Kompatibilität mit Presspassungsstiften, federbelasteten Mechanismen und Scharnierdrehwinkeln sicherzustellen.
Bearbeitungstoleranznormen (gemäß ISO 286-2):
Bohrungstoleranz: H6 (±0,006 mm für Ø2–4 mm)
Nutbreitentoleranz: ±0,01 mm
Ebenheit der Passflächen: ≤0,02 mm
Konzentrizität zwischen Drehpunkt und Halterung: ≤0,015 mm
Oberflächengüte: Ra ≤ 0,4 µm (an funktionalen Schnittstellen)
Sehen Sie sich unsere Nachbearbeitungsdienste an, die zur Fertigstellung komplexer, eng tolerierter Wearable-Komponenten eingesetzt werden.
Oberflächenbehandlung für Verschleißfestigkeit und Ästhetik
Die Scharnierschnittstellen benötigten ein sanftes Gefühl, ausgezeichnete Korrosionsbeständigkeit und hohe ästhetische Gleichmäßigkeit. Ein zweistufiger Oberflächenprozess kam zum Einsatz: Massenentgratung gefolgt von chemischer Vernickelung (ENP).
Details zur Oberflächenbehandlung:
Trommelmedium: Keramik, 3 mm; Dauer: 2 Stunden
Beschichtungstyp: ENP, gemäß ASTM B733
Beschichtungsdicke: 5–8 µm
Oberflächenhärte: ~500 HV
Salzsprühnebelbeständigkeit: >96 Stunden (gemäß ASTM B117)
Andere Optionen wie Pulverbeschichtung für kosmetische Oberflächen oder Eloxieren für Korrosionsschutz sind ebenfalls für alternative Produktlinien verfügbar.
Endmontage, Prüfung und Verpackung
Jedes Scharnier durchlief als benutzerinteraktives mechanisches Teil eine Haltbarkeitsvalidierung und Funktionssimulationsprüfung. Automatisierte Anlagen führten Drehmoment-Zyklustests und Federansprechmessungen durch.
Qualitätssicherungsprotokoll:
Erstmusterprüfung (FAI) mit GD&T-Validierung
Lebensdauertest: 5.000 Scharnierdrehungen, <5% Reibungsvariation
Sichtprüfung unter 600-Lux-Gleichmäßigkeitsbeleuchtung
Lasermarkierung für Chargenrückverfolgbarkeit
RoHS- und REACH-konforme Materialzertifizierung
Alle Komponenten wurden mit ESD-sicheren Einlagen und kratzfesten Tabletts verpackt. Unser One-Stop-Produktionsablauf gewährleistet einen vollständigen Service vom Guss über die Veredelung bis zur Logistik.
Häufig gestellte Fragen
Warum wird Zamak 3 anderen Legierungen für mikroskalige Kopfhörerscharnierkomponenten vorgezogen?
Welche Maßtoleranzen sind in miniaturisierten Druckguss- und bearbeiteten Baugruppen erreichbar?
Wie wird chemische Vernickelung auf Zinkteilen aufgebracht und validiert?
Welchen Prüfnormen folgt man für die mechanische Scharnierleistung?
Wie wird die Chargenrückverfolgbarkeit für kleine, seriengefertigte Gussteile aufrechterhalten?