Comment la coulée sous pression d'aluminium à haute pression prend en charge les pièces de productio...
Comment la coulée sous pression d'aluminium à haute pression prend en charge les pièces de production complexes
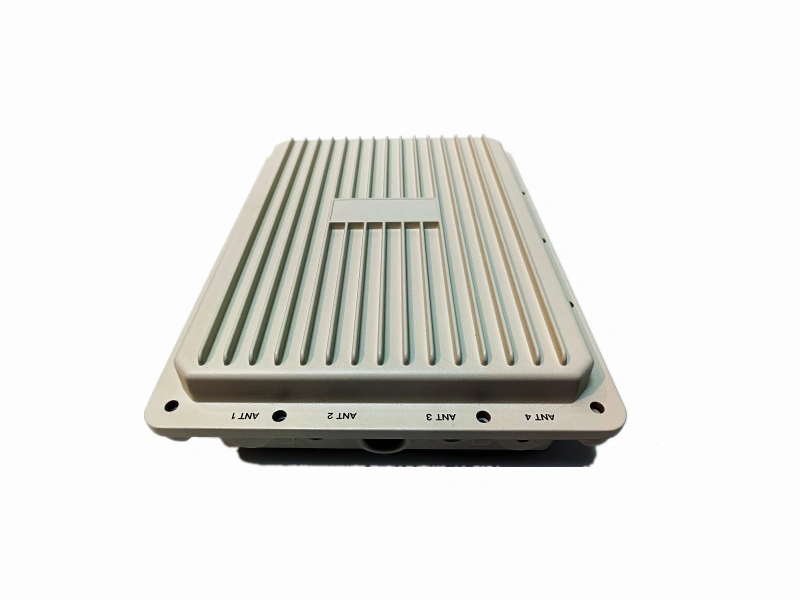
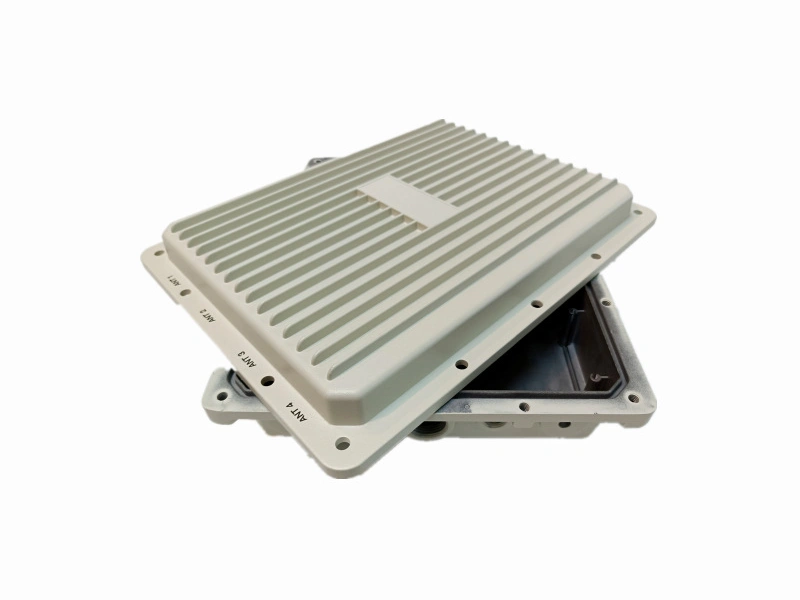
La coulée sous pression d'aluminium à haute pression aide les acheteurs à produire des pièces en aluminium complexes avec des parois minces, des nervures, des bossages, des caractéristiques de montage, des surfaces visibles et des zones d'usinage CNC localisées. Elle est souvent utilisée pour les boîtiers en aluminium, les boîtiers d'éclairage, les boîtiers de dissipateurs thermiques, les couvercles de moteurs, les corps de pompes, les boîtiers électroniques, les couvercles automobiles, les supports de montage et les couvercles industriels en aluminium.
Pour les acheteurs, la valeur de la coulée sous pression d'aluminium à haute pression ne réside pas seulement dans sa capacité à former des formes complexes. La véritable valeur réside dans le fait que la conception de la pièce, l'outillage, le chemin d'écoulement, l'évent, le refroidissement, la surépaisseur d'usinage, la finition de surface et la validation du pré-série puissent fonctionner ensemble avant le début de la production de masse.
Si ces détails ne sont pas examinés tôt, le projet peut faire face à un remplissage incomplet, des retassures à froid, de la porosité, des déformations, des pores exposés après usinage, des défauts cosmétiques et une qualité de lot instable. Un projet solide doit connecter l'examen de la conception, la planification de l'outillage, l'usinage CNC et la validation de la production dès le début.
Pourquoi la coulée sous pression d'aluminium à haute pression convient à la géométrie complexe des pièces
La coulée sous pression d'aluminium à haute pression convient à la géométrie complexe des pièces car l'aluminium fondu peut remplir les cavités de moule dédiées sous pression. Cela la rend utile pour les pièces en aluminium qui incluent des parois minces, des nervures, des bossages, des trous de montage, des zones d'étanchéité, des faces de contact planes, des surfaces visibles, des exigences de revêtement et des zones d'usinage CNC localisées.
Ces caractéristiques sont courantes dans les boîtiers en aluminium, les boîtiers d'éclairage, les boîtiers de dissipateurs thermiques, les couvercles de moteurs, les corps de pompes, les boîtiers électroniques, les couvercles automobiles, les supports de montage, les couvercles industriels en aluminium et les pièces moulées sous pression en aluminium personnalisées.
Cependant, la géométrie complexe augmente également le risque de fabrication. Les parois minces peuvent être difficiles à remplir. Les bossages épais peuvent créer des retassures. Les faces d'étanchéité peuvent exposer de la porosité après l'usinage CNC. Les surfaces visibles peuvent être affectées par des marques de porte, des marques d'éjecteur ou des lignes de joint. C'est pourquoi les pièces en aluminium complexes nécessitent un examen DFM précoce et une planification de l'outillage.
Caractéristique complexe | Pourquoi cela convient à la coulée sous pression d'aluminium à haute pression | Point de planification pour l'acheteur |
|---|---|---|
Parois minces | Peut réduire le poids et supporter des structures en aluminium compactes | Examiner le chemin de remplissage et la cohérence de l'épaisseur des parois |
Nervures | Améliore la rigidité sans alourdir l'ensemble de la pièce | Équilibrer la disposition des nervures avec l'écoulement du métal |
Bossages | Supporte les vis, les inserts et les points de montage | Éviter les sections localement épaisses et le risque de retassure |
Trous de montage | Supporte l'assemblage et le positionnement | Confirmer quels trous nécessitent un usinage CNC |
Zones d'étanchéité | Peuvent être formées lors de la coulée et finies par usinage | Contrôler le risque de porosité avant l'usinage |
Surfaces visibles | Peuvent supporter la peinture, le revêtement ou le polissage après coulée | Protéger les surfaces cosmétiques lors de la conception de l'outillage |
Faces de contact planes | Peuvent être moulées près de la forme finale et usinées pour la fonction | Planifier la surépaisseur d'usinage et les surfaces de référence |
Comment les parois minces et les caractéristiques complexes affectent la coulée sous pression d'aluminium à haute pression
Les parois minces et les caractéristiques complexes sont critiques dans les projets de coulée sous pression d'aluminium à haute pression. Les acheteurs doivent examiner la cohérence de l'épaisseur des parois, le remplissage des parois minces, la disposition des nervures, l'épaisseur des bossages, le chemin d'écoulement, le rayon de congé, l'angle de dépouille, les sections localement épaisses, la surépaisseur d'usinage et l'équilibre de refroidissement avant le démarrage de l'outillage.
Si ces détails de conception ne sont pas contrôlés, la pièce moulée peut souffrir de remplissage incomplet, de retassures à froid, de porosité, de retassures, de déformations, de structure faible, de marques de surface et d'instabilité de lot. Ces problèmes peuvent ne pas être entièrement visibles jusqu'aux échantillons d'essai, à l'usinage CNC ou à la production pilote.
Une bonne conception de paroi mince ne doit pas seulement réduire le poids. Elle doit également supporter un écoulement stable du métal, un refroidissement équilibré, une résistance raisonnable et suffisamment de matériau pour les zones d'usinage fonctionnelles.
Paroi mince ou caractéristique complexe | Ce que les acheteurs doivent examiner | Risque si ignoré |
|---|---|---|
Cohérence de l'épaisseur des parois | Vérifier les zones minces, les sections épaisses et les zones de transition | Déformation, retassure et dimensions instables |
Remplissage des parois minces | Confirmer si l'aluminium peut remplir les sections longues ou étroites | Remplissage incomplet et retassure à froid |
Disposition des nervures | Examiner l'épaisseur des nervures, l'emplacement et le support d'écoulement | Mauvais remplissage ou structure faible |
Épaisseur des bossages | Vérifier les zones de fixation et les points chauds locaux | Retassure, porosité et marques de surface |
Chemin d'écoulement | Examiner comment l'aluminium fondu se déplace dans la cavité | Piégeage d'air et remplissage instable |
Rayon de congé | Utiliser des rayons appropriés pour améliorer l'écoulement et réduire les contraintes | Retassures à froid, fissures ou coins faibles |
Angle de dépouille | Confirmer l'éjection de la pièce du moule | Marques d'arrachement, collage et problèmes d'éjection |
Surépaisseur d'usinage | Laisser suffisamment de matériau pour les trous, les faces et les surfaces de référence | Rebut, retouche ou mauvaise tolérance finale |
Équilibre de refroidissement | Examiner les points chauds et le contrôle de la solidification | Déformation et variation de lot |
Comment le chemin d'écoulement et l'évent influencent la qualité des pièces moulées sous pression en aluminium
Le chemin d'écoulement et l'évent influencent directement la qualité des pièces moulées sous pression en aluminium. Dans la coulée sous pression d'aluminium à haute pression, le métal fondu doit remplir rapidement et uniformément les parois minces, les nervures, les bossages et les caractéristiques complexes. Si le chemin d'écoulement est mauvais ou si l'air piégé ne peut pas s'échapper, la pièce peut présenter de la porosité, des retassures à froid, un remplissage incomplet ou des défauts de surface.
Les acheteurs ne doivent pas traiter le chemin d'écoulement et l'évent comme de simples détails techniques côté fournisseur. Ces décisions affectent la possibilité d'usiner en toute sécurité les faces fonctionnelles, l'acceptabilité des surfaces visibles et la stabilité de la production en série.
Avant le début de l'outillage, le fournisseur doit examiner conjointement la position de la porte, l'équilibre du canal d'alimentation, l'évent, la conception des trop-pleins, la disposition du refroidissement, l'emplacement de la ligne de joint et la surépaisseur d'usinage.
Zone de planification | Pourquoi c'est important | Préoccupation de l'acheteur |
|---|---|---|
Chemin d'écoulement | Contrôle la façon dont l'aluminium fondu remplit la cavité | Éviter le remplissage incomplet |
Position de la porte | Affecte la direction de remplissage et les marques de surface | Protéger les zones fonctionnelles et visibles |
Évent | Aide à libérer l'air piégé | Réduire le risque de porosité |
Conception des trop-pleins | Aide à stabiliser la qualité de remplissage | Améliorer la répétabilité |
Disposition du refroidissement | Affecte la retassure et la déformation | Améliorer la stabilité dimensionnelle |
Ligne de joint | Affecte l'apparence et la finition | Éviter les litiges cosmétiques |
Surépaisseur d'usinage | Protège les faces fonctionnelles après coulée | Réduire le risque post-usinage |
Comment l'outillage doit prendre en charge la coulée sous pression d'aluminium à haute pression
L'outillage est l'un des facteurs les plus importants dans la coulée sous pression d'aluminium à haute pression. La qualité finale n'est pas déterminée uniquement par la machine de moulage sous pression. La conception de l'outillage affecte le remplissage, la porosité, la retassure, la déformation, l'apparence de surface, la surépaisseur d'usinage CNC et la cohérence des lots.
Avant le début de l'outillage pour la coulée sous pression d'aluminium à haute pression, les acheteurs et les fournisseurs doivent examiner la disposition de la cavité du moule, la conception de la porte, l'équilibre du canal d'alimentation, l'évent, les trop-pleins, les canaux de refroidissement, la position des broches d'éjection, l'emplacement de la ligne de joint, les exigences de tiroirs ou d'inserts, la surépaisseur d'usinage et la protection des surfaces cosmétiques.
Si l'outillage n'est pas correctement planifié, les échantillons d'essai peuvent sembler incohérents, les zones usinées peuvent exposer des défauts, les surfaces visibles peuvent ne pas répondre aux normes cosmétiques et la production à long terme peut devenir instable.
Zone d'outillage | Ce qu'il contrôle | Risque pour l'acheteur si insuffisant |
|---|---|---|
Disposition de la cavité du moule | Forme de la pièce, équilibre de la cavité et répétabilité de production | Échantillons instables et production incohérente |
Conception de la porte | Direction d'entrée du métal et qualité de remplissage | Marques d'écoulement, retassures à froid et mauvais remplissage |
Équilibre du canal d'alimentation | Écoulement stable de l'aluminium vers les caractéristiques complexes | Remplissage inégal et variation de lot |
Évent | Libération d'air pendant le remplissage à haute pression | Porosité et défauts internes |
Trop-plein | Stabilisation du remplissage et contrôle des défauts | Surface instable et problèmes de répétabilité |
Canal de refroidissement | Solidification, retassure et contrôle du cycle | Déformation, retassure et dérive dimensionnelle |
Position des broches d'éjection | Éjection de la pièce et emplacement des marques de surface | Marques sur les faces cosmétiques ou fonctionnelles |
Emplacement de la ligne de joint | Bavures, arêtes vives et placement de la ligne visible | Retouche de finition et litiges d'apparence |
Exigence de tiroir ou d'insert | Dépouilles inversées, caractéristiques complexes et fonction du moule | Complexité de l'outillage et risque de maintenance |
Surépaisseur d'usinage | Matériau laissé pour les trous, les faces et les références | Stock insuffisant ou retouche d'usinage |
Protection des surfaces cosmétiques | Faces visibles, zones de revêtement et normes d'apparence | Rejet cosmétique après finition |
Comment le risque de porosité doit être géré avant l'usinage
Le risque de porosité doit être géré avant l'usinage CNC, et non après que l'usinage a révélé le problème. De nombreuses pièces moulées sous pression en aluminium peuvent sembler acceptables à l'état brut, mais des pores internes peuvent apparaître après l'usinage des faces d'étanchéité, des trous filetés, des faces contrôlées en planéité ou des zones de contact.
Ceci est particulièrement important pour les corps de pompes, les couvercles de moteurs, les boîtiers, les boîtiers de dissipateurs thermiques, les pièces de montage et les pièces avec des exigences d'étanchéité ou d'assemblage. Si les zones usinées exposent de la porosité, la pièce peut échouer aux tests d'étanchéité, à l'inspection d'assemblage ou à l'acceptation cosmétique.
Les acheteurs doivent confirmer quelles zones ne peuvent pas avoir de porosité exposée avant l'outillage et les échantillons d'essai. La conception de l'outillage, la position de la porte, l'évent, la surépaisseur d'usinage et les tests de validation doivent tous soutenir ces zones critiques.
Élément de contrôle de la porosité | Ce que les acheteurs doivent confirmer | Pourquoi c'est important |
|---|---|---|
Faces d'étanchéité | Quelles faces doivent rester exemptes de pores exposés après usinage | Réduit les fuites et les défaillances d'étanchéité |
Faces contrôlées en planéité | Quelles faces nécessitent un usinage final et un contact stable | Améliore les résultats d'assemblage et d'inspection |
Trous filetés | Position du filetage, profondeur et niveau de porosité acceptable | Améliore la fiabilité de la fixation |
Zones usinées critiques | Quelles zones usinées ne doivent pas montrer de pores ou de défauts de surface | Empêche le rebut après post-usinage |
Surépaisseur d'usinage | Si suffisamment de matière reste pour un usinage final stable | Réduit les retouches et le risque de défauts exposés |
Position de la porte et de l'évent | Si les zones critiques évitent les zones à haut risque de porosité | Protège les surfaces fonctionnelles |
Usinage des échantillons d'essai | Si les pièces échantillons doivent être coupées ou usinées pour validation | Détecte la porosité cachée avant la production |
Tests de pression ou d'assemblage | Si l'application nécessite des tests de fuite, de pression ou d'ajustement | Confirme la performance fonctionnelle |
Comment la coulée sous pression d'aluminium à haute pression se compare aux autres voies de production
La coulée sous pression d'aluminium à haute pression doit être comparée aux autres voies de production en fonction de la géométrie de la pièce, de la demande annuelle, des zones d'usinage, des exigences de surface et des plans de production à long terme. Les acheteurs ne doivent pas seulement demander quel processus est meilleur. La meilleure question est de savoir quel processus correspond aux exigences du produit et au coût de fabrication total.
La coulée sous pression d'aluminium à haute pression est souvent adaptée aux pièces en aluminium complexes avec une production répétitive. L'usinage CNC complet peut être meilleur pour les prototypes, les pièces de faible volume ou les pièces massives de précision. La coulée sous pression plus l'usinage CNC est souvent la meilleure voie pour les pièces de production qui nécessitent à la fois une géométrie complexe et des zones de précision fonctionnelle.
Les acheteurs comparant différentes orientations de matériaux peuvent également examiner la fonderie de métaux personnalisée, la coulée sous pression de zinc et la coulée sous pression de cuivre en fonction de la taille de la pièce, du poids, de la conductivité, de l'apparence et de l'objectif de coût.
Voie de production | Meilleure adéquation | Préoccupation de l'acheteur |
|---|---|---|
Coulée sous pression d'aluminium à haute pression | Pièces en aluminium complexes avec production répétitive | Outillage et contrôle du processus |
Coulée sous pression à basse pression | Pièces plus grandes ou exigences de remplissage différentes | Temps de cycle et adéquation géométrique |
Usinage CNC complet | Prototypes ou pièces massives de précision de faible volume | Coût unitaire plus élevé pour les formes complexes |
Coulée sous pression plus usinage CNC | Pièces de production avec des zones de précision fonctionnelle | Équilibrer coût et fonction |
Comment les séries pilotes confirment la fenêtre de processus avant la production de masse
Les séries pilotes confirment la fenêtre de processus avant la production de masse. Elles ne sont pas seulement une production de petit lot. Elles aident les acheteurs et les fournisseurs à vérifier si le processus de coulée, le plan d'usinage, la finition de surface et les normes d'inspection peuvent rester stables sur des pièces répétées.
Les risques de la coulée sous pression d'aluminium à haute pression ne sont pas toujours visibles sur un seul échantillon. L'instabilité de remplissage, la porosité, la déformation, la croissance des bavures, les flashs, la variation des caractéristiques usinées, les défauts de revêtement et les problèmes d'ajustement d'assemblage peuvent n'apparaître qu'après la production de plusieurs pièces.
Une série pilote doit valider la stabilité de remplissage, le niveau de porosité, la déformation, la stabilité de l'épaisseur des parois, le niveau de bavures et de flashs, la précision des caractéristiques usinées, le résultat de la finition de surface, l'ajustement d'assemblage, la répétabilité des lots et le format du rapport d'inspection.
Élément de validation de la série pilote | Ce que les acheteurs doivent vérifier | Pourquoi c'est important |
|---|---|---|
Stabilité de remplissage | Si les parois minces, les nervures et les zones complexes se remplissent uniformément | Confirme la fenêtre de processus de coulée |
Niveau de porosité | Pores visibles et pores exposés après usinage | Réduit le risque fonctionnel et cosmétique |
Déformation | Planéité, ajustement d'assemblage et déformation de la pièce | Améliore la stabilité dimensionnelle |
Stabilité de l'épaisseur des parois | Zones minces, zones épaisses et sections de nervures | Confirme une structure de pièce stable |
Niveau de bavures et de flashs | Arêtes, trous, lignes de joint et zones de manipulation | Réduit les problèmes de finition et d'assemblage |
Précision des caractéristiques usinées | Filetages, trous, faces, références et zones contrôlées par tolérance | Confirme la cohérence de l'usinage CNC |
Résultat de la finition de surface | Polissage, peinture, revêtement et qualité des surfaces visibles | Confirme la norme d'apparence |
Ajustement d'assemblage | Ajustement avec les pièces d'accouplement et installation du produit final | Réduit le risque d'assemblage en production |
Répétabilité des lots | Si les dimensions et l'apparence restent stables d'une pièce à l'autre | Confirme la préparation pour la production complète |
Format du rapport d'inspection | Si les contrôles dimensionnels, cosmétiques et fonctionnels sont clairement enregistrés | Crée des preuves d'approbation de production |
Comment les acheteurs doivent collaborer avec un fournisseur pour la coulée sous pression d'aluminium à haute pression
Les acheteurs doivent travailler avec un fournisseur capable de prendre en charge la coulée sous pression d'aluminium à haute pression, de l'examen DFM à la série pilote et à la production répétitive. Le fournisseur ne doit pas seulement chiffrer la pièce, mais aussi évaluer les caractéristiques de paroi mince, le chemin d'écoulement, l'évent, l'outillage, la surépaisseur d'usinage CNC, le risque de porosité, la finition de surface et la répétabilité de production.
Un fournisseur qualifié doit aider les acheteurs à identifier où la pièce est facile à mouler, où la pièce peut présenter un risque de remplissage ou de porosité, quelles surfaces nécessitent un usinage CNC, quelles faces sont cosmétiques et comment le projet doit être validé avant la production complète.
Neway prend en charge les projets de coulée sous pression d'aluminium à haute pression qui nécessitent la coulée sous pression d'aluminium, la fabrication d'outils et de matrices, l'usinage CNC après coulée sous pression, la fonderie de métaux personnalisée, la finition de surface, les échantillons d'essai, la validation de série pilote et le contrôle qualité de la production répétitive.
Capacité du fournisseur | Ce que les acheteurs doivent vérifier | Pourquoi c'est important |
|---|---|---|
Examen DFM | Le fournisseur peut-il examiner les parois minces, les nervures, les bossages et la dépouille avant l'outillage ? | Réduit les modifications de moule et les échecs d'échantillons |
Évaluation des caractéristiques de paroi mince | Le fournisseur peut-il juger du risque de remplissage et de la stabilité de l'épaisseur des parois ? | Améliore la qualité des pièces complexes |
Examen du chemin d'écoulement et de l'évent | Le fournisseur peut-il planifier correctement la porte, le canal d'alimentation, l'évent et les trop-pleins ? | Réduit la porosité et le remplissage incomplet |
Planification de l'outillage | Le fournisseur peut-il prendre en charge la conception, la correction et la maintenance du moule ? | Améliore la répétabilité de production |
Surépaisseur d'usinage CNC | Le fournisseur peut-il planifier le stock pour les trous, les faces et les références ? | Empêche le manque de matière pour l'usinage et les retouches |
Contrôle de la porosité et de la déformation | Le fournisseur peut-il valider les zones à risque avant la production ? | Protège la qualité fonctionnelle et cosmétique |
Validation de la finition de surface | Le fournisseur peut-il gérer le polissage, la peinture, le revêtement et les contrôles d'apparence ? | Réduit les litiges cosmétiques |
Échantillons d'essai | Le fournisseur peut-il fournir des échantillons avec inspection et actions d'amélioration ? | Confirme la préparation précoce du projet |
Support de série pilote | Le fournisseur peut-il valider la fenêtre de processus avant la production complète ? | Réduit le risque de production de masse |
Qualité de production répétitive | Le fournisseur peut-il maintenir la stabilité des dimensions, de la qualité de surface et de la livraison ? | Prend en charge la coopération à long terme |
FAQ
