高压压铸铝如何支持复杂生产零件
高压压铸铝如何支持复杂生产零件
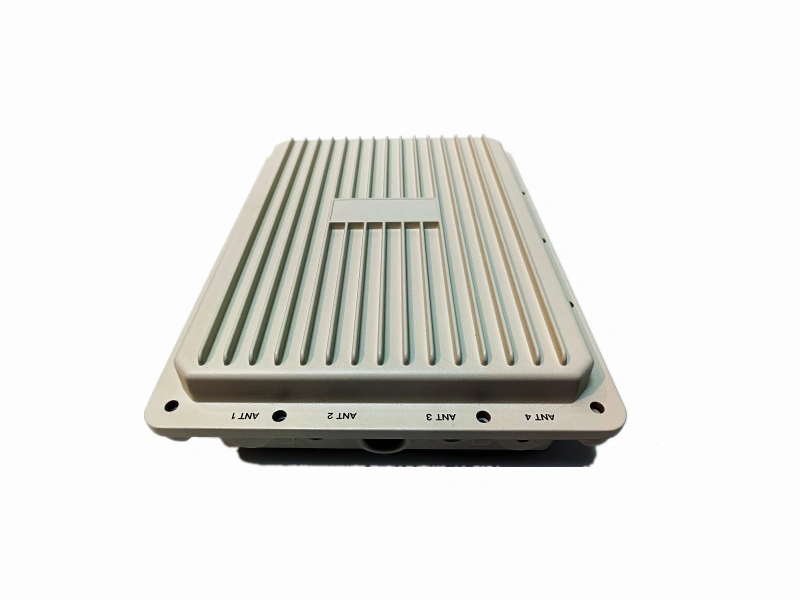
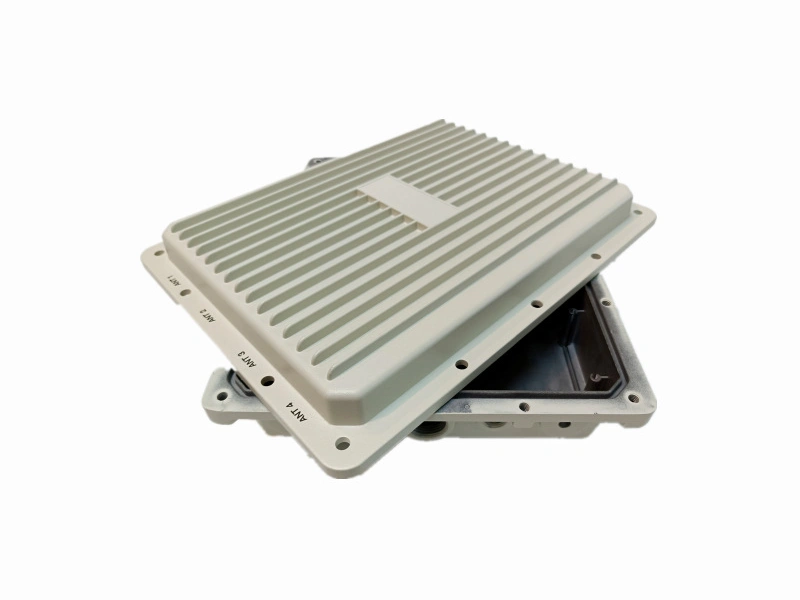
高压压铸铝帮助买家生产具有薄壁、加强筋、凸台、安装特征、外观表面和局部 CNC 加工区域的复杂铝制零件。它常用于铝制外壳、照明外壳、散热器外壳、电机盖、泵体、电子 enclosure、汽车覆盖件、安装支架和工业铝盖。
对于买家而言,高压压铸铝的价值不仅在于能够成型复杂形状。真正的价值在于零件设计、模具、流道、排气、冷却、加工余量、表面处理和小批量试产验证是否能在大规模生产开始前协同工作。
如果这些细节未及早审查,项目可能会面临充填不足、冷隔、气孔、翘曲、加工后暴露气孔、外观缺陷和批次质量不稳定等问题。一个强大的项目应从一开始就将设计审查、模具规划、CNC 加工和生产验证连接起来。
为什么高压压铸铝适合复杂零件几何形状
高压压铸铝适合复杂零件几何形状,因为熔融铝可以在压力下填充专用的模具型腔。这使得它适用于包含薄壁、加强筋、凸台、安装孔、密封区域、平面接触面、外观表面、涂层要求和局部 CNC 加工区域的铝制零件。
这些特征常见于铝制外壳、照明外壳、散热器外壳、电机盖、泵体、电子 enclosure、汽车覆盖件、安装支架、工业铝盖和定制铝压铸件。
然而,复杂的几何形状也会增加制造风险。薄壁可能难以填充。厚凸台可能导致缩痕。密封面可能在 CNC 加工后暴露气孔。外观表面可能会受到浇口痕迹、顶针痕迹或分型线的影响。这就是为什么复杂铝制零件需要早期的 DFM 审查和模具规划。
复杂特征 | 为何适合高压压铸铝 | 买家规划要点 |
|---|---|---|
薄壁 | 可减轻重量并支持紧凑的铝结构 | 审查填充路径和壁厚一致性 |
加强筋 | 提高刚度而不会使整个零件过重 | 平衡加强筋布局与金属流动 |
凸台 | 支撑螺丝、嵌件和安装点 | 避免局部厚截面和缩痕风险 |
安装孔 | 支持组装和定位 | 确认哪些孔需要 CNC 加工 |
密封区域 | 可在铸造中成型并通过加工完成 | 在加工前控制气孔风险 |
外观表面 | 铸造后可支持喷漆、涂层或抛光 | 在模具设计中保护外观表面 |
平面接触面 | 可铸造成接近最终形状并进行功能加工 | 规划加工余量和基准面 |
薄壁和复杂特征如何影响高压压铸铝
薄壁和复杂特征在高压压铸铝项目中至关重要。买家应在模具启动前审查壁厚一致性、薄壁填充、加强筋布局、凸台厚度、流道、圆角半径、拔模角度、局部厚截面、加工余量和冷却平衡。
如果这些设计细节未得到控制,铸件可能会出现充填不足、冷隔、气孔、缩痕、翘曲、结构薄弱、表面痕迹和批次不稳定性。这些问题可能在试模样品、CNC 加工或小批量试产之前无法完全显现。
良好的薄壁设计不仅应减轻重量。它还应该支持稳定的金属流动、均衡的冷却、合理的强度以及为功能加工区域提供足够的材料。
薄壁或复杂特征 | 买家应审查的内容 | 忽略后的风险 |
|---|---|---|
壁厚一致性 | 检查薄区、厚截面和过渡区 | 翘曲、缩痕和尺寸不稳定 |
薄壁填充 | 确认铝是否能填充长或窄的截面 | 充填不足和冷隔 |
加强筋布局 | 审查加强筋厚度、位置和流动支持 | 填充不良或结构薄弱 |
凸台厚度 | 检查紧固区域和局部热点 | 缩痕、气孔和表面痕迹 |
流道 | 审查熔融铝如何在型腔中流动 | 困气和填充不稳定 |
圆角半径 | 使用合适的半径以改善流动并减少应力 | 冷隔、裂纹或角落薄弱 |
拔模角度 | 确认零件从模具中脱出 | 拖拽痕迹、粘模和顶出问题 |
加工余量 | 为孔、面和基准面留出足够的材料 | 报废、返工或最终公差不良 |
冷却平衡 | 审查热点和凝固控制 | 翘曲和批次差异 |
流道和排气如何影响铝压铸质量
流道和排气直接影响铝压铸质量。在高压压铸铝中,熔融金属必须快速且一致地填充薄壁、加强筋、凸台和复杂特征。如果流道设计不佳或被困空气无法排出,零件可能会出现气孔、冷隔、充填不足或表面缺陷。
买家不应将流道和排气仅视为供应商方的技术细节。这些决策会影响功能面是否可以安全加工、外观表面是否可接受以及批量生产是否能保持稳定。
在模具开始之前,供应商应共同审查浇口位置、流道平衡、排气、溢流槽设计、冷却布局、分型线位置和加工余量。
规划领域 | 为何重要 | 买家关注点 |
|---|---|---|
流道 | 控制熔融铝如何填充型腔 | 避免充填不足 |
浇口位置 | 影响填充方向和表面痕迹 | 保护功能和外观区域 |
排气 | 帮助释放被困空气 | 降低气孔风险 |
溢流槽设计 | 帮助稳定填充质量 | 提高重复性 |
冷却布局 | 影响缩痕和翘曲 | 提高尺寸稳定性 |
分型线 | 影响外观和精加工 | 避免外观争议 |
加工余量 | 保护铸造后的功能面 | 减少后加工风险 |
模具应如何支持高压压铸铝
模具是高压压铸铝中最重要的因素之一。最终质量不仅由压铸机决定。模具设计影响填充、气孔、缩痕、翘曲、表面外观、CNC 加工余量和批次一致性。
在高压压铸铝模具开始之前,买家和供应商应审查模具型腔布局、浇口设计、流道平衡、排气、溢流槽、冷却水道、顶针位置、分型线位置、滑块或嵌件要求、加工余量和外观表面保护。
如果模具规划不当,试模样品可能看起来不一致,加工区域可能暴露缺陷,外观表面可能不符合外观标准,长期生产可能变得不稳定。
模具领域 | 它控制什么 | 如果薄弱买家的风险 |
|---|---|---|
模具型腔布局 | 零件形状、型腔平衡和生产重复性 | 样品不稳定和生产不一致 |
浇口设计 | 金属进入方向和填充质量 | 流痕、冷隔和填充不良 |
流道平衡 | 稳定的铝液流入复杂特征 | 填充不均匀和批次差异 |
排气 | 高压填充期间的空气释放 | 气孔和内部缺陷 |
溢流槽 | 填充稳定性和缺陷控制 | 表面不稳定和重复性问题 |
冷却水道 | 凝固、缩痕和周期控制 | 翘曲、缩痕和尺寸漂移 |
顶针位置 | 零件脱模和表面痕迹位置 | 外观或功能面上的痕迹 |
分型线位置 | 飞边、毛刺和可见线放置 | 精加工返工和外观争议 |
滑块或嵌件要求 | 倒扣、复杂特征和模具功能 | 模具复杂性和维护风险 |
加工余量 | 为孔、面和基准留下的材料 | 余量不足或加工返工 |
外观表面保护 | 可见面、涂层区域和外观标准 | 精加工后的外观拒收 |
如何在加工前管理气孔风险
气孔风险应在 CNC 加工之前进行管理,而不是在加工暴露问题之后。许多铝压铸件在铸态下看起来可以接受,但在加工密封面、螺纹孔、平面度控制面或接触区域后,内部气孔可能会出现。
这对于泵体、电机盖、外壳、散热器外壳、安装零件以及具有密封或组装要求的零件尤为重要。如果加工区域暴露气孔,零件可能会未能通过泄漏测试、组装检查或外观验收。
买家应在模具和试模样品之前确认哪些区域不能有暴露的气孔。模具设计、浇口位置、排气、加工余量和验证测试都应支持这些关键区域。
气孔控制项目 | 买家应确认的内容 | 为何重要 |
|---|---|---|
密封面 | 哪些面在加工后必须保持无暴露气孔 | 减少泄漏和密封失效 |
平面度控制面 | 哪些面需要最终加工和稳定的接触 | 改善组装和检查结果 |
螺纹孔 | 螺纹位置、深度和可接受的气孔水平 | 提高紧固可靠性 |
关键加工区域 | 哪些加工区域不能显示气孔或表面缺陷 | 防止后加工报废 |
加工余量 | 是否有足够的余量用于稳定的最终加工 | 减少返工和暴露缺陷风险 |
浇口和排气位置 | 关键区域是否避开了高气孔风险区 | 保护功能表面 |
试模样品加工 | 样品零件是否应切割或加工以进行验证 | 在生产前发现隐藏气孔 |
压力或组装测试 | 应用是否需要泄漏、压力或配合测试 | 确认功能性能 |
高压压铸铝与其他生产路线的比较
高压压铸铝应根据零件几何形状、年需求量、加工区域、表面要求和长期生产计划与其他生产路线进行比较。买家不应只问哪个工艺更好。更好的问题是哪个工艺匹配产品需求和总制造成本。
高压压铸铝通常适用于需要重复生产的复杂铝制零件。全 CNC 加工可能更适合原型、小批量零件或实心精密零件。压铸加 CNC 加工通常是既需要复杂几何形状又需要功能精密区域的生产零件的最佳路线。
比较不同材料方向的买家还可以根据零件尺寸、重量、导电性、外观和成本目标审查定制金属铸造、锌压铸和铜压铸。
生产路线 | 更适合 | 买家关注点 |
|---|---|---|
高压压铸铝 | 需要重复生产的复杂铝制零件 | 模具和工艺控制 |
低压压铸 | 较大零件或不同的填充要求 | 周期时间和几何适配性 |
全 CNC 加工 | 原型或小批量精密实心零件 | 复杂形状的单价较高 |
压铸加 CNC 加工 | 具有功能精密区域的生产零件 | 平衡成本和功能 |
小批量试产如何在大规模生产前确认工艺窗口
小批量试产在大规模生产前确认工艺窗口。它们不仅仅是小批量生产。它们帮助买家和供应商验证铸造工艺、加工计划、表面处理和质量检验标准是否能在重复零件中保持稳定。
高压压铸铝的风险并不总是在一个样品中可见。填充不稳定、气孔、翘曲、毛刺增长、飞边、加工特征变化、涂层缺陷和组装配合问题可能只在生产更多零件后才会出现。
小批量试产应验证填充稳定性、气孔水平、翘曲、壁厚稳定性、毛刺和飞边水平、加工特征精度、表面处理结果、组装配合、批次重复性和检验报告格式。
小批量试产验证项目 | 买家应检查的内容 | 为何重要 |
|---|---|---|
填充稳定性 | 薄壁、加强筋和复杂区域是否一致填充 | 确认铸造工艺窗口 |
气孔水平 | 可见气孔和加工后暴露的气孔 | 降低功能和外观风险 |
翘曲 | 平面度、组装配合和零件变形 | 提高尺寸稳定性 |
壁厚稳定性 | 薄区、厚区和加强筋截面 | 确认零件结构稳定 |
毛刺和飞边水平 | 边缘、孔、分型线和搬运区域 | 减少精加工和组装问题 |
加工特征精度 | 螺纹、孔、面、基准和公差控制区域 | 确认 CNC 加工一致性 |
表面处理结果 | 抛光、喷漆、涂层和外观表面质量 | 确认外观标准 |
组装配合 | 与配合零件的配合及最终产品安装 | 减少生产组装风险 |
批次重复性 | 尺寸和外观在零件间是否保持稳定 | 确认全面生产的准备情况 |
检验报告格式 | 尺寸、外观和功能检查是否清晰记录 | 创建生产批准证据 |
买家应如何与高压压铸铝供应商合作
买家应与能够从 DFM 审查到小批量试产及重复生产支持高压压铸铝的供应商合作。供应商不应仅对零件报价,还应评估薄壁特征、流道、排气、模具、CNC 加工余量、气孔风险、表面处理和生产重复性。
合格的供应商应帮助买家识别零件哪里易于铸造,哪里可能存在填充或气孔风险,哪些表面需要 CNC 加工,哪些面是外观面,以及项目在全规模生产前应如何验证。
Neway 支持需要铝压铸、模具制造、压铸后 CNC 加工、定制金属铸造、表面处理、试模样品、小批量试产验证和重复生产质量控制的高压压铸铝项目。
供应商能力 | 买家应检查的内容 | 为何重要 |
|---|---|---|
DFM 审查 | 供应商能否在模具前审查薄壁、加强筋、凸台和拔模? | 减少模具更改和样品失败 |
薄壁特征评估 | 供应商能否判断填充风险和壁厚稳定性? | 提高复杂零件质量 |
流道和排气审查 | 供应商能否正确规划浇口、流道、排气和溢流槽? | 减少气孔和充填不足 |
模具规划 | 供应商能否支持模具设计、修正和维护? | 提高生产重复性 |
CNC 加工余量 | 供应商能否为孔、面和基准规划余量? | 防止加工短缺和返工 |
气孔和翘曲控制 | 供应商能否在生产前验证风险区域? | 保护功能和外观质量 |
表面处理验证 | 供应商能否管理抛光、喷漆、涂层和外观检查? | 减少外观争议 |
试模样品 | 供应商能否提供带有检查和改进措施的样品? | 确认早期项目准备情况 |
小批量试产支持 | 供应商能否在全规模生产前验证工艺窗口? | 减少大规模生产风险 |
重复生产质量 | 供应商能否保持尺寸、表面质量和交付稳定性? | 支持长期合作 |
