Comment la coulée sous pression en aluminium favorise des pièces de production stables

Comment la coulée sous pression en aluminium favorise des pièces de production stables
La coulée sous pression en aluminium aide les acheteurs à produire des pièces en aluminium légères, complexes et reproductibles pour une production stable. Elle est couramment utilisée lorsqu'un projet nécessite une géométrie personnalisée, une production de volume moyen à élevé, des dimensions contrôlées, un usinage CNC local et une finition de surface.
Pour les acheteurs, la coulée sous pression en aluminium n'est pas seulement un procédé de formage. C'est une voie de production qui relie la conception des pièces, l'outillage, la qualité de coulée, l'usinage CNC, la finition de surface, les échantillons d'essai, l'inspection et les commandes répétées.
Un projet réussi doit confirmer la fonction de la pièce, les risques de conception, la stratégie d'outillage, les caractéristiques usinées, les surfaces cosmétiques, les normes de finition de surface et la validation par lots avant le début de la production de masse. Si ces détails ne sont pas examinés tôt, les acheteurs peuvent faire face à l'échec des échantillons, à la modification du moule, à des litiges d'usinage, au rejet cosmétique et à une qualité de production instable.
Pourquoi les acheteurs utilisent-ils la coulée sous pression en aluminium pour les pièces de production
Les acheteurs utilisent la coulée sous pression en aluminium car elle permet de former des pièces en aluminium complexes avec une répétabilité stable. Par rapport à l'usinage complet de chaque caractéristique à partir d'aluminium massif, la coulée sous pression peut former efficacement la structure principale et ne laisser que les zones fonctionnelles clés pour l'usinage ultérieur.
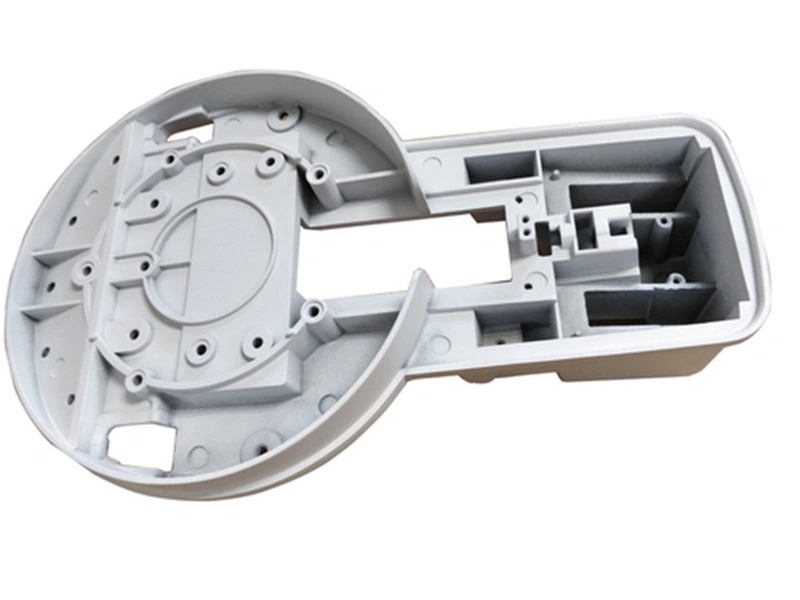
Cela rend le processus adapté aux boîtiers en aluminium, aux boîtiers d'éclairage, aux boîtiers de dissipateurs thermiques, aux enceintes électroniques, aux couvercles de moteur, aux corps de pompe, aux supports de montage, aux pièces automobiles en aluminium, aux couvercles industriels et aux pièces moulées sous pression en aluminium personnalisées.
Pour les projets de production, la coulée sous pression en aluminium aide les acheteurs à équilibrer la structure légère, le coût de production, l'investissement dans l'outillage, l'apparence de la surface et la stabilité de l'approvisionnement à long terme.
Objectif de l'acheteur | Comment la coulée sous pression en aluminium aide | Point de planification |
|---|---|---|
Structure complexe | Forme des nervures, des bossages, des boîtiers, des couvercles et des caractéristiques de montage | Effectuer une revue DFM complète avant l'outillage |
Conception légère | Utilise un alliage d'aluminium avec une géométrie de pièce optimisée | Contrôler l'épaisseur des parois et le support structurel |
Production de volume moyen à élevé | Utilise l'outillage pour une production répétée | Confirmer la demande annuelle avant l'investissement dans le moule |
Dimensions stables | L'outillage de production prend en charge une géométrie de pièce reproductible | Valider les échantillons d'essai et les petits lots |
Réduction de la charge de travail d'usinage CNC complet | Moule la forme principale et usine uniquement les zones fonctionnelles | Définir les caractéristiques usinées dès le début |
Apparence finie | Peut prendre en charge l'ébavurage, le polissage, la peinture et le revêtement | Confirmer les surfaces cosmétiques avant l'outillage |
Quelles pièces en aluminium conviennent à la coulée sous pression ?
Les pièces en aluminium conviennent à la coulée sous pression lorsqu'elles présentent une géométrie complexe, des nervures, des bossages, des caractéristiques de montage, des exigences de légèreté, une demande annuelle stable et des zones fonctionnelles locales nécessitant un usinage CNC.
Le processus est particulièrement adapté lorsque la conception est principalement figée et que l'acheteur a besoin d'une production répétée plutôt que de quelques échantillons de test uniquement. Il est également utile lorsque la pièce nécessite de la peinture, un revêtement par poudre, un polissage ou d'autres finitions de surface après la coulée.
La coulée sous pression en aluminium peut ne pas être la meilleure première étape lorsque le projet ne nécessite que quelques échantillons, que la conception change fréquemment, que toutes les surfaces nécessitent un usinage de haute précision, que la demande annuelle ne peut pas supporter l'outillage, ou que les exigences en matière de matériau, de finition de surface et d'assemblage ne sont pas encore claires.
Condition du projet | Adéquation de la coulée sous pression | Point de décision de l'acheteur |
|---|---|---|
Structure complexe | Adapté | Utiliser une revue DFM pour vérifier les nervures, les bossages et l'épaisseur des parois |
Production répétée stable | Adapté | Confirmer la demande annuelle et le plan de commande |
Pièce en aluminium légère | Adapté | Équilibrer la réduction de poids et la stabilité de la coulée |
Usinage fonctionnel partiel | Adapté | Planifier la surépaisseur d'usinage avant l'outillage |
Exigence de surface visible ou de revêtement | Adapté avec une planification précoce | Confirmer les surfaces cosmétiques et la norme de finition |
Quelques échantillons uniquement | Généralement non adapté | L'usinage de prototype peut être plus pratique en premier lieu |
Changements de conception fréquents | Pas prêt | Figer la conception clé avant l'outillage |
Toutes les surfaces nécessitent un usinage de haute précision | Nécessite une revue | L'usinage CNC complet peut être plus adapté |
Comment la coulée sous pression aide à équilibrer le coût et la stabilité de la production
La coulée sous pression en aluminium aide les acheteurs à équilibrer le coût et la stabilité de la production lorsque le projet présente une demande répétée. L'outillage crée un coût initial, mais il peut soutenir une production plus rapide et un coût unitaire à long terme plus faible lorsque le volume est approprié.
Le processus peut former une géométrie complexe en aluminium, réduire la charge de travail d'usinage CNC complet et soutenir une production par lots cohérente. Cependant, l'avantage de coût dépend d'une revue de conception appropriée, de la qualité de l'outillage, de la planification de l'usinage, du contrôle de la finition de surface et de la validation de la production.
Les acheteurs doivent comparer le coût total de fabrication plutôt que seulement le premier devis. Le coût de l'outillage, le coût unitaire, le coût de l'usinage CNC, le coût de finition, le coût d'inspection, le risque de rebut et la stabilité de la production à long terme doivent être examinés ensemble.
Objectif de l'acheteur | Comment la coulée sous pression en aluminium aide | Point de planification clé |
|---|---|---|
Réduire le coût unitaire à long terme | Utilise l'outillage pour une production répétée | Confirmer la demande annuelle |
Géométrie de pièce complexe | Forme des nervures, des bossages et des boîtiers | Effectuer une revue DFM complète |
Structure légère | Utilise un alliage d'aluminium avec une conception optimisée | Contrôler l'épaisseur des parois |
Précision fonctionnelle | Combine la coulée avec l'usinage CNC | Définir les caractéristiques usinées |
Meilleure apparence | Prend en charge la finition de surface | Confirmer les surfaces cosmétiques |
Production par lots stable | Répète les pièces à partir de l'outillage de production | Valider les échantillons d'essai |
Comment la conception de la pièce affecte la qualité de la coulée sous pression en aluminium
La conception de la pièce affecte directement la qualité de la coulée sous pression en aluminium. Avant le début de l'outillage, les acheteurs doivent examiner l'épaisseur des parois, la conception des nervures, la structure des bossages, l'angle de dépouille, le rayon d'angle, les trous de montage, les faces d'étanchéité, les surfaces cosmétiques, les surfaces de référence et la surépaisseur d'usinage.
Si la conception ne convient pas à la coulée sous pression, la pièce peut présenter un remplissage incomplet, un retrait, une porosité, une déformation, des bavures, des difficultés d'usinage, des problèmes de finition de surface ou des problèmes d'assemblage.
Une revue DFM solide aide les acheteurs à ajuster la conception avant la fabrication du moule. L'objectif n'est pas de supprimer les caractéristiques personnalisées, mais de rendre ces caractéristiques plus faciles à couler, usiner, finir et inspecter de manière cohérente.
Caractéristique de conception | Pourquoi c'est important | Risque si ignoré |
|---|---|---|
Épaisseur des parois | Affecte le remplissage, le refroidissement, le retrait et la résistance | Porosité, déformation et zones faibles |
Conception des nervures | Améliore la rigidité sans alourdir toute la pièce | Mauvais écoulement, retrait local ou problèmes de remplissage |
Structure des bossages | Prend en charge les vis, les inserts et les points de montage | Zones chaudes épaisses et retrait local |
Angle de dépouille | Aide la pièce à se démouler | Marques d'arrachement, collage et problèmes d'éjection |
Rayon d'angle | Améliore l'écoulement du métal et réduit la concentration de contraintes | Soudures à froid, fissures ou coins faibles |
Trous de montage | Affectent l'assemblage et la stratégie d'usinage CNC | Mauvais ajustement et coût d'usinage plus élevé |
Faces d'étanchéité | Nécessitent une planéité et un contrôle de surface | Risque de fuite et échec d'inspection |
Surfaces cosmétiques | Affectent la planification des portes d'injection, des éjecteurs et des lignes de partage | Marques visibles et rejet de finition |
Surfaces de référence | Contrôlent la référence d'usinage et d'inspection | Dimensions instables et variation d'assemblage |
Surépaisseur d'usinage | Laisse de la matière pour l'usinage ultérieur | Rebut, retouche ou mauvaise tolérance finale |
Comment l'outillage contrôle les résultats de la coulée sous pression en aluminium
L'outillage est au cœur de la coulée sous pression en aluminium. Le moule contrôle la stabilité du remplissage, la position de la porte d'injection, l'équilibre du canal d'alimentation, l'éventage, le refroidissement, les marques des broches d'éjection, l'emplacement de la ligne de partage, la surépaisseur d'usinage, la protection des surfaces cosmétiques et la répétabilité des lots.
Les acheteurs ne doivent pas comparer uniquement le prix de l'outillage. Un prix d'outillage inférieur peut créer un coût total plus élevé si le moule entraîne de mauvais échantillons d'essai, des dimensions instables, un taux de rebut élevé, des défauts de surface, des problèmes d'usinage CNC ou une maintenance répétée.
Pour l'outillage pour la coulée sous pression en aluminium, les acheteurs doivent examiner si le plan d'outillage peut prendre en charge les échantillons d'essai, l'usinage CNC, la finition de surface et les commandes de production à long terme.
Zone d'outillage | Comment cela contrôle le résultat | Risque pour l'acheteur si faible |
|---|---|---|
Position de la porte d'injection | Contrôle la direction d'entrée de l'aluminium et le comportement d'écoulement | Marques d'écoulement, soudures à froid et remplissage faible |
Équilibre du canal d'alimentation | Prend en charge un écoulement stable dans la cavité | Remplissage inégal et variation par lot |
Éventage | Aide le gaz piégé à s'échapper pendant la coulée | Porosité et défauts internes |
Refroidissement | Contrôle la solidification, le retrait et le temps de cycle | Déformation et dimensions instables |
Marques des broches d'éjection | Affectent le démoulage et la qualité de la surface visible | Marques sur les surfaces cosmétiques ou fonctionnelles |
Emplacement de la ligne de partage | Affecte les bavures, les ébarbures et les surfaces visibles | Finition supplémentaire et litiges cosmétiques |
Surépaisseur d'usinage | Laisse de la matière pour les trous, les faces et les références | Stock insuffisant et retouche d'usinage |
Protection des surfaces cosmétiques | Protège les faces visibles des problèmes de porte d'injection, d'éjecteur et de ligne de partage | Rejet d'apparence après finition |
Répétabilité des lots | Prend en charge une qualité stable sur les commandes répétées | Dérive de la qualité et approvisionnement instable |
Comment l'usinage CNC doit-il être planifié après la coulée sous pression en aluminium
La coulée sous pression en aluminium peut former des structures complexes, mais les zones fonctionnelles clés ont souvent encore besoin d'usinage CNC après la coulée sous pression en aluminium. Les acheteurs doivent planifier l'usinage avant l'outillage, et non après que les échantillons soient déjà fabriqués.
Les zones usinées courantes comprennent les trous filetés, les trous de montage, les faces d'étanchéité, les alésages de roulement, les surfaces de localisation, les surfaces de référence, les faces contrôlées en planéité et les zones d'assemblage à tolérance serrée.
Les acheteurs doivent séparer les surfaces brutes de coulée, les surfaces usinées, les surfaces cosmétiques, les surfaces fonctionnelles, les zones de revêtement et les surfaces de référence d'assemblage avant le début de l'outillage. Cela aide à réduire les changements de portée d'usinage, les changements de devis, les problèmes de fixation et les litiges d'assemblage.
Type de surface ou de caractéristique | Comment les acheteurs doivent la définir | Pourquoi c'est important |
|---|---|---|
Trous filetés | Confirmer la taille du filetage, la profondeur, la position et la méthode d'inspection | Améliore la fiabilité de la fixation |
Trous de montage | Confirmer quels trous nécessitent un usinage CNC | Améliore l'ajustement de l'assemblage |
Faces d'étanchéité | Définir les exigences de planéité et de finition de surface | Réduit le risque de fuite |
Alésages de roulement | Confirmer le diamètre, la circularité et les exigences de tolérance | Améliore les performances de mouvement et d'ajustement |
Surfaces de localisation | Marquer clairement les zones de positionnement sur le dessin | Améliore l'assemblage reproductible |
Surfaces de référence | Définir les références pour l'usinage et l'inspection | Améliore le contrôle dimensionnel |
Faces contrôlées en planéité | Appliquer la planéité uniquement là où la fonction l'exige | Contrôle le coût d'usinage et d'inspection |
Surfaces brutes de coulée | Garder les zones non fonctionnelles brutes de coulée lorsque possible | Réduit le coût d'usinage inutile |
Surfaces cosmétiques | Protéger les faces visibles des défauts d'usinage et d'outillage | Améliore l'apparence finale |
Zones de revêtement | Confirmer la couverture du revêtement, le masquage et l'épaisseur | Prévient les problèmes d'ajustement et d'apparence |
Surfaces de référence d'assemblage | Définir les surfaces de référence d'inspection et d'assemblage | Améliore l'ajustement reproductible et le contrôle qualité |
Comment la finition de surface doit-elle être planifiée pour la coulée sous pression en aluminium
La finition de surface doit être planifiée tôt pour les pièces de coulée sous pression en aluminium. Les procédés de finition courants incluent l'ébavurage, le polissage, la peinture, le revêtement par poudre, le revêtement protecteur et le vernis transparent.
Les acheteurs doivent confirmer les surfaces visibles, les surfaces non visibles, les surfaces fonctionnelles, le type de revêtement, l'exigence de couleur, la rugosité de surface, les zones de masquage, la norme de défaut acceptable et la protection de l'emballage avant le début de la production.
Pour les pièces d'apparence, la finition de surface ne peut pas attendre jusqu'à la production de masse. Les lignes de partage, les marques des broches d'éjection, les zones de retrait des portes d'injection, la porosité et les bavures peuvent tous affecter l'apparence finale, la qualité du revêtement et l'acceptation par l'acheteur.
Élément de finition de surface | Ce que les acheteurs doivent confirmer | Pourquoi c'est important |
|---|---|---|
Ébavurage | Bords, trous, lignes de partage et zones de manipulation | Améliore l'assemblage et la manipulation sûre |
Polissage | Surfaces visibles et attentes de douceur | Améliore l'apparence et la sensation au toucher |
Peinture | Couleur, couverture et défauts de surface acceptables | Améliore la cohérence de l'apparence du produit |
Revêtement par poudre | Zone de revêtement, épaisseur et environnement de travail | Améliore la durabilité et la résistance à la corrosion |
Revêtement protecteur | Niveau de protection et environnement d'utilisation | Améliore la durée de vie |
Vernis transparent | Apparence de base et exigence de protection | Protège les surfaces en aluminium visibles |
Surfaces visibles | Faces critiques pour l'apparence nécessitant une finition contrôlée | Réduit le rejet cosmétique |
Surfaces non visibles | Zones cachées qui peuvent ne pas nécessiter une finition premium | Contrôle le coût de finition inutile |
Surfaces fonctionnelles | Zones de contact, d'étanchéité, de montage ou d'assemblage | Empêche la finition d'affecter la fonction |
Zones de masquage | Filetages, faces d'étanchéité, zones de contact et caractéristiques de précision | Prévient les problèmes d'ajustement après revêtement |
Protection de l'emballage | Protection contre les rayures, les bosses et les dommages au revêtement | Maintient la qualité finie pendant la livraison |
Comment les échantillons d'essai valident les projets de coulée sous pression en aluminium
Les échantillons d'essai doivent valider si la coulée sous pression en aluminium peut répondre aux exigences de production personnalisées. Les acheteurs ne doivent pas approuver les échantillons uniquement par l'apparence. Ils doivent vérifier les dimensions, l'assemblage, l'usinage, la finition de surface et les preuves d'inspection.
Les vérifications d'échantillons importantes incluent les dimensions critiques, la stabilité de l'épaisseur des parois, l'ajustement de l'assemblage, les caractéristiques usinées par CNC, les trous filetés, les faces d'étanchéité, le niveau de bavures et de flash, le résultat de la finition de surface, la qualité du revêtement ou de la peinture, la norme de surface cosmétique et le format du rapport d'inspection.
Après l'approbation des échantillons d'essai, la validation par petit lot doit confirmer si les mêmes dimensions, apparence, qualité d'usinage et finition de surface peuvent être répétées avant le début des commandes de production complètes.
Vérification de l'échantillon d'essai | Ce que les acheteurs doivent valider | Pourquoi c'est important |
|---|---|---|
Dimensions critiques | Dimensions qui affectent l'ajustement, la fonction et l'inspection finale | Confirme la précision de l'outillage et du processus |
Stabilité de l'épaisseur des parois | Zones minces, zones épaisses, nervures et bossages | Confirme la conception et la stabilité de la coulée |
Ajustement de l'assemblage | Ajustement avec les composants accouplés et condition d'installation finale | Réduit le risque d'assemblage en production |
Caractéristiques usinées par CNC | Trous, faces, références et caractéristiques à tolérance serrée | Confirme la qualité de l'usinage |
Trous filetés | Profondeur du filetage, pas, position et propreté | Améliore la fiabilité de la fixation |
Faces d'étanchéité | Planéité, finition de surface et défauts visibles | Réduit le risque de fuite |
Niveau de bavures et de flash | Bords, trous, lignes de partage et zones de manipulation | Améliore l'assemblage et la manipulation sûre |
Résultat de la finition de surface | Qualité du polissage, de la peinture, du revêtement par poudre ou du revêtement protecteur | Confirme la norme d'apparence |
Norme de surface cosmétique | Marques visibles, rayures, piqûres, pores et marques d'éjecteur | Crée une référence d'approbation d'apparence claire |
Format du rapport d'inspection | Données dimensionnelles, vérifications cosmétiques et registres d'inspection fonctionnelle | Crée une preuve d'approbation claire |
Comment les acheteurs doivent-ils choisir un fournisseur de coulée sous pression en aluminium
Les acheteurs doivent choisir un fournisseur de coulée sous pression en aluminium basé sur la capacité de production totale, et non uniquement sur le prix de la coulée. Un fournisseur approprié doit prendre en charge la revue DFM, la fabrication d'outils et de matrices, les échantillons d'essai, l'usinage CNC, la finition de surface, l'inspection dimensionnelle, la cohérence des lots, la gestion des changements de conception et la production répétée.
Un fournisseur solide doit comprendre comment la conception de la pièce affecte l'outillage, comment l'outillage affecte la qualité de la coulée, comment la qualité de la coulée affecte l'usinage CNC et comment la finition de surface dépend de la surface de coulée d'origine.
Neway prend en charge les projets de coulée sous pression en aluminium qui nécessitent une coulée sous pression en aluminium, un outillage de coulée sous pression en aluminium, un usinage CNC après coulée sous pression, une finition de surface, des échantillons d'essai et une production répétée. Les acheteurs comparant d'autres voies de production peuvent également examiner la coulée de métaux personnalisée, les pièces moulées sous pression en zinc de précision ou les pièces moulées sous pression en cuivre personnalisées en fonction de la taille de la pièce, de la fonction, des exigences de surface et du coût de production.
Capacité du fournisseur | Ce que les acheteurs doivent vérifier | Pourquoi c'est important |
|---|---|---|
Revue DFM de la coulée sous pression en aluminium | Le fournisseur peut-il examiner l'épaisseur des parois, les nervures, les bossages et la dépouille avant l'outillage ? | Réduit les modifications de moule et l'échec des échantillons |
Fabrication d'outils et de matrices | Le fournisseur peut-il prendre en charge la conception, la correction et la maintenance de l'outillage ? | Améliore la répétabilité de la production |
Échantillons d'essai | Le fournisseur peut-il valider les dimensions, l'usinage et la finition avant la production ? | Confirme la préparation à la production |
Support d'usinage CNC | Le fournisseur peut-il usiner les trous, les filetages, les faces et les références après la coulée ? | Améliore l'ajustement et la fonction finaux |
Gestion de la finition de surface | Le fournisseur peut-il gérer le polissage, la peinture, le revêtement et les normes d'apparence ? | Réduit les litiges cosmétiques |
Inspection dimensionnelle | Le fournisseur peut-il inspecter les dimensions critiques et les zones usinées ? | Réduit les litiges de qualité par lot |
Cohérence des lots | Le fournisseur peut-il maintenir une qualité stable sur les commandes répétées ? | Améliore la stabilité de l'approvisionnement à long terme |
Gestion des changements de conception | Le fournisseur peut-il évaluer comment les changements de conception affectent l'outillage et le coût ? | Contrôle le risque de modification |
Support de production répétée | Le fournisseur peut-il prendre en charge la maintenance de l'outillage, le suivi de la qualité et la livraison ? | Prend en charge la coopération à long terme |
Conseil de réduction des coûts | Le fournisseur peut-il optimiser la portée d'usinage, la finition de surface et les détails de conception ? | Contrôle le coût total de production |
FAQ
