Quelles étapes de post-traitement aident les prototypes à correspondre à l'esthétique finale de prod...
Préparation et finition de surface
Le chemin vers une finition similaire à la production commence par une préparation de surface méticuleuse. Pour les pièces provenant directement de procédés comme l'Usinage CNC ou l'Impression 3D, les étapes initiales comme le Tumbling ou le ponçage manuel sont utilisées pour éliminer les marques d'outil, les lignes de couche et autres imperfections. Le Sablage est une méthode très efficace pour créer une texture de surface mate et uniforme qui imite la finition "comme moulée" ou "comme coulée" des composants produits en série, masquant efficacement les défauts mineurs et fournissant une excellente base pour les revêtements ultérieurs.
Réplication de texture et maquette maîtresse
Pour les prototypes destinés à simuler des plastiques injectés, l'obtention de la texture de surface correcte est primordiale. Dans le Moulage en Uréthane, la finition de surface est une réplique directe de la maquette maîtresse. En appliquant une texture spécifique (par exemple, grain de cuir, pointillé ou mat) à la maquette maîtresse via gravure chimique ou laser, cette texture est parfaitement transférée au moule en silicone puis sur chaque pièce coulée en uréthane. Cela permet aux prototypes de petite série de posséder exactement les mêmes qualités tactiles et visuelles de surface que les pièces de production en grande série.
Application de revêtement pour la couleur et la durabilité
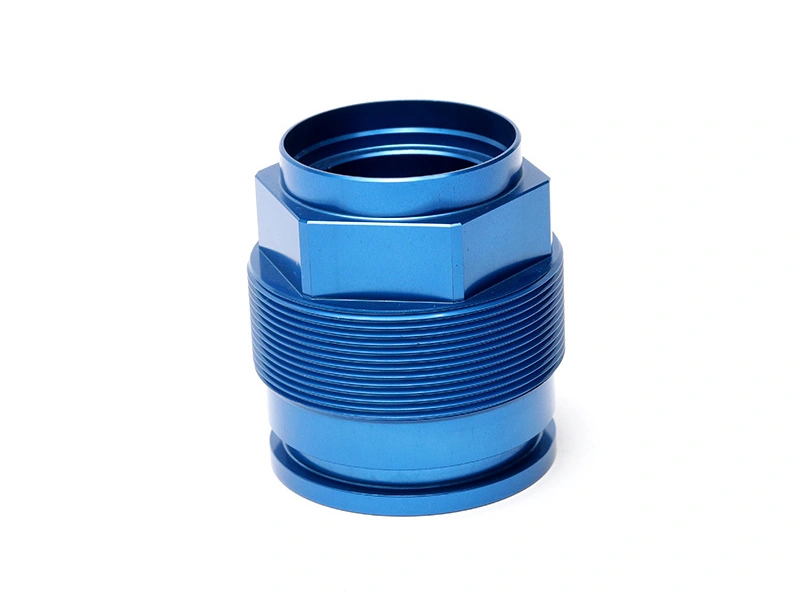
L'application de la couleur finale et de la couche protectrice est l'étape où les prototypes convergent véritablement visuellement avec l'intention de production. La Peinture permet un appariement précis des couleurs et l'application de couches de base/vernis pour une finition profonde et brillante. Le Revêtement en Poudre fournit une couche plus épaisse, plus durable et uniforme, très résistante à l'écaillage et à l'usure, idéale pour les prototypes fonctionnels et les composants d'utilisation finale. Pour les pièces métalliques, l'Anodisation (ou sa variante décorative, l'Anodisation à l'Arc) crée une couche d'oxyde dure, intégrale et teintable, indiscernable de la finition utilisée sur les pièces moulées sous pression en aluminium produites en série.
Assemblage final et assurance qualité
L'esthétique va au-delà de la surface d'une seule pièce. La validation esthétique complète inclut souvent l'Assemblage de plusieurs composants pour vérifier l'ajustement et la finition au niveau des joints et interfaces. La dernière étape est un contrôle visuel rigoureux sous un éclairage contrôlé par rapport aux standards de couleur de production et aux échantillons maîtres. Ce flux de travail complet de Post-traitement garantit que le prototype n'est pas seulement représentatif sur le plan fonctionnel, mais aussi un modèle visuellement précis pour l'approbation des parties prenantes et les tests de marché.