カスタム金属部品のための少量アルミ鋳造
カスタム金属部品のための少量アルミ鋳造
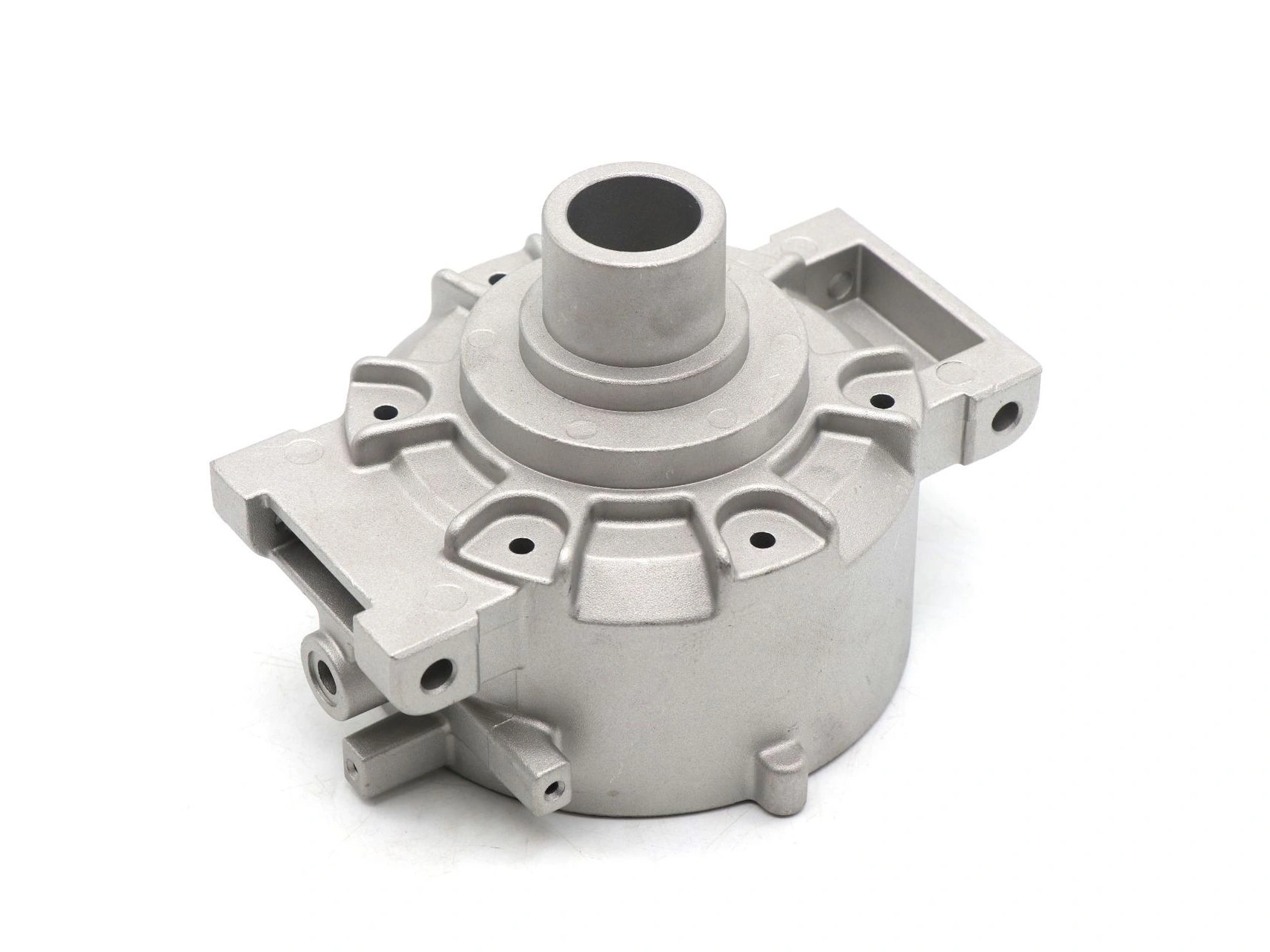
少量アルミ鋳造は、バイヤーが設計コンセプトや機械加工プロトタイプから実際の鋳造金属部品へ移行する際、本生産用の金型に早期に投資することなく実現します。これは、アルミニウム製ハウジング、カバー、ブラケット、ヒートシンクボディ、ポンプ部品、モーター部品、照明ボディ、産業用エンクロージャをパイロット数量、ローンチ数量、またはブリッジ生産で必要とする場合に有用です。
重要な判断は単に数量が少ないかどうかではありません。バイヤーは少量部品が何を証明すべきかを知る必要があります。プロジェクトが形状確認のみを必要とする場合、CNC加工で十分かもしれません。鋳造表面の挙動、加工代、ポロシティリスク、コーティング応答性、組立嵌合、または鋳造ルートからの顧客試作部品が必要な場合、少量アルミ鋳造の価値が高まります。
適切な少量計画は2つの一般的なミスを防ぎます。1つ目は、設計、材料、仕上げが安定する前に高価な本生産金型を使用することです。2つ目は、プロジェクトが本当に鋳造からの証拠を必要とするときに、ビレットCNCプロトタイプに依存することです。最適なルートは、スピード、コスト、金型投資、および量産前の証拠のバランスを取ります。検証段階のプロジェクトについては、アルミダイカストプロトタイプが少量生産に移行すべきタイミングが、プロトタイプの知見を次の少量またはリピート注文に結び付けるのに役立ちます。

少量アルミ鋳造が適切なルートである場合
少量アルミ鋳造は、本生産前に鋳造アルミの証拠が必要なプロジェクトに適しています。設計は最終段階に近いが、大量生産用金型の準備ができていない場合があります。バイヤーはフィールドテスト用のパイロット部品、投資家向けサンプル、顧客承認、設置試験、早期販売を必要とする場合があります。部品が中空形状、リブ、ボス、または大きなエンベロープを持つ場合、ソリッドビレットからの完全機械加工はコストが高くなりすぎることがあります。
また、ドラフト、パーティングライン、肉厚、収縮、ポロシティ、加工代、仕上げ応答性、組立嵌合など、鋳造関連のリスクを検証する必要がある場合にも有用です。CNC加工は正確な形状を生成できますが、溶融アルミニウムがどのように部品を充填するか、または鋳造表面がコーティング後にどのように挙動するかを証明しません。
バイヤーの状況 | 少量アルミ鋳造が役立つ理由 | 判断ポイント |
|---|---|---|
設計が最終段階に近い | 生産金型の前に実際の鋳造部品を入手可能 | 形状がまだ変更可能か確認 |
パイロット数量が必要 | 顧客試作やローンチ構築をサポート | 数量とリピート注文の期待値を定義 |
大型中空部品 | ビレットからの機械加工と比較して材料廃棄を削減可能 | 金型コストと機械加工コストを比較 |
鋳造表面の検証が必要 | ポロシティ、パーティングライン、仕上げ応答性を確認 | 生の形状だけでなく仕上げサンプルを承認 |
将来の生産が予想される | 金型とプロセスリリースのためのデータを作成 | 量産化のための教訓を記録 |
少量アルミ鋳造 vs CNC加工
CNC加工は金型が不要なため、最初の数個では多くの場合高速です。精密なプロトタイプ、複雑な機械加工特徴、初期設計変更に優れています。ただし、ビレットからのCNC加工は材料を無駄にする可能性があり、最終的な鋳造プロセスを反映しない場合があります。将来の部品がアルミ鋳造である場合、CNCプロトタイプはフィットを証明できますが、鋳造リスクを証明しません。
少量アルミ鋳造はより多くのプロセス計画を必要としますが、鋳造性と生産移行のより強力な証拠を提供できます。肉厚が正しく充填されるか、中子やインサート領域の変更が必要か、加工代が十分か、選択した仕上げが実際の鋳造表面で機能するかを示します。
ルート | 最適な用途 | 限界 |
|---|---|---|
CNC加工 | 高速形状、厳格な公差プロトタイプ、初期設計変更 | 鋳造挙動を証明しない |
砂型鋳造 | 大型アルミ部品、低金型投資、パイロット検証 | 表面と公差に追加加工が必要な場合がある |
プロトタイプダイカスト | 小型または複雑な部品の生産類似機能 | 金型コストとリードタイムがCNCより高い |
ブリッジ金型 | 本金型前の限られたローンチ数量 | 予想数量を考慮して計画する必要がある |
本生産金型 | 安定した設計と繰り返し生産 | 設計や材料が変更中の場合はリスク |
少量アルミ鋳造の材料選択
材料選択は鋳造方法と部品機能に依存します。A380、ADC12および関連するダイカスト合金は、アルミダイカストルートで検討される場合があります。A356-T6は、熱処理と構造特性が重要な砂型鋳造、重力鋳造、またはパーマネントモールドルートで検討されることがよくあります。356または319アルミ鋳造方向は、サプライヤーの能力と用途に応じて、少量鋳造の議論で登場することもあります。
バイヤーは1つの合金をすべてのルートに強制すべきではありません。高圧ダイカスト向けの設計は、形状の見直しなしにA356-T6砂型鋳造には適さない可能性があります。熱処理が必要な部品は、標準のHPDC材料ルートに適合しない場合があります。サプライヤーは、選択した少量プロセスにどの材料が現実的かを説明する必要があります。部品機能が合金挙動に依存する場合、少量製造対応の材料と合金が、強度、鋳造性、機械加工性、仕上げの懸念を分離するのに役立ちます。
実用的なRFQでは、バイヤーはアドバイスを受け入れる場合、材料名だけでなく必要な特性方向を記載する必要があります。有用な特性メモには、耐食性、耐圧性、耐荷重エリア、熱挙動、外観仕上げ、陽極酸化処理の期待、機械加工シール面などが含まれます。
少量アルミ鋳造の金型レベル
金型レベルは最も重要な少量決定の1つです。シンプルなパターンやプロトタイプ金型は、初期の検証質問に答えることができます。ブリッジ金型は、市場や設計がまだ確定していない間のローンチ数量をサポートします。本生産金型は、設計、材料、数量、仕上げ要件が確定したら最適です。プロジェクトが本生産の準備ができていない場合、少量鋳造の最小発注数量(MOQ)は、数量を拡大する前に学ぶべきことを定義するのに役立ちます。
誤った金型レベルは無駄を生みます。低コスト金型は必要な数量や寸法再現性をサポートしない場合があります。フィールドテスト後に設計が変更された場合、本金型は無駄になる可能性があります。バイヤーは金型を選択する前に、予想数量、設計変更回数、将来の数量、品質要件を議論する必要があります。
金型レベル | 典型的な目的 | バイヤーが確認すべきこと |
|---|---|---|
プロトタイプパターンまたはソフト金型 | 初期の鋳造性とサンプル検証 | 予想される設計変更の回数 |
ブリッジ金型 | ローンチ数量または限定生産 | 予想数量と品質基準 |
本生産金型 | 繰り返し注文と安定した出力 | 設計凍結、年間数量、検査計画 |
少量アルミ鋳造後の機械加工と仕上げ
少量アルミ鋳造品は鋳造後にCNC加工が必要なことがよくあります。典型的な特徴には、ねじ穴、シール面、ベアリングシート、基準面、平坦な取り付け面、厳格なクリアランス領域が含まれます。鋳造ルートは、完成部品に精度が必要な場所に十分な加工代を残す必要があります。すべての表面を過剰に機械加工するとコストが増加し、重要な表面の計画不足はスクラップを生む可能性があります。
表面仕上げは実際の鋳造サンプルで検証する必要があります。塗装、粉体塗装、ビードブラスト、研磨、陽極酸化処理の確認、または保護コーティングは、生のサンプルでは問題にならなかった気孔、パーティングライン、バリ取り、表面粗さを明らかにする可能性があります。外観面を持つ鋳造アルミ部品の場合、サンプル承認では可視ゾーン、許容可能な跡、梱包保護を定義する必要があります。
Newayは少量アルミ鋳造とCNC加工および後加工サービスを連携し、バイヤーが粗鋳造だけでなく完成部品の状態を承認できるようにします。
少量アルミ鋳造のコストとリードタイム計画
少量アルミ鋳造のコストは、金型またはパターン作業、材料、鋳造トライアル、CNC加工、仕上げ、検査、修正ループによって決まります。CNC加工よりも初期コストが高くなる場合があります。これは鋳造に金型、パターン、またはセットアップが必要だからです。部品単価は、部品が大きく、中空で、数十個または数百個必要な場合に魅力的になります。そのため、バイヤーは最初の部品価格だけでなく、目標数量に対するプロジェクト総コストを比較する必要があります。
リードタイムにも段階があります。単純なCNCサンプルはすぐに開始できますが、少量鋳造ルートでは金型設計、金型製作、最初のトライアル、修正、2回目のサンプル、機械加工、仕上げ、検査が必要になる場合があります。現実的なスケジュールは、最初の粗鋳造がいつ準備できるか、完成サンプルがいつレビュー可能か、パイロットバッチがいつ開始できるかを示す必要があります。ローンチ計画では、これは単一の楽観的な納期よりも有用です。
コストまたは時間項目 | 決定要因 | バイヤーの管理ポイント |
|---|---|---|
金型またはパターン | 部品サイズ、複雑さ、中子、スライダー、予想数量 | プロトタイプ、ブリッジ、または生産レベルを選択 |
鋳造トライアル | 肉厚、ゲート、収縮、欠陥修正 | トライアル計画と修正責任を承認 |
機械加工 | ねじ、基準、穴、シール面、治具セットアップ | 重要な機械加工特徴をマーク |
仕上げ | コーティング種類、マスキング、外観ゾーン、手直しリスク | バッチリリース前に仕上げサンプルを承認 |
検査 | CMM、ゲージ、リークテスト、FAI、目視基準 | レポートレベルを生産リスクに一致させる |
少量アルミ部品でレビューすべき鋳造欠陥
少量鋳造品は、完成部品に影響を与える欠陥についてレビューする必要があります。ポロシティ、収縮、コールドシャット、バリ、反り、粗いパーティングライン、表面ピットはすべて同じリスクを持ちません。非可視リブ内部の小さな気孔は許容される場合があります。機械加工されたシール面に現れた気孔は部品を不合格にする可能性があります。隠れたエッジのパーティングラインは許容される場合がありますが、同じラインが可視カバー面にある場合は金型や仕上げの変更が必要になる場合があります。プロジェクトが本生産の準備ができていない場合、カスタム鋳造ソリューションのための効率的な少量製造が、数量を拡大する前に学ぶべきことを定義するのに役立ちます。
バイヤーはサンプルを承認する前に欠陥ゾーンを定義する必要があります。機能ゾーンには、ねじ、シール面、ベアリングシート、平坦な取り付けパッド、基準面が含まれます。外観ゾーンには、可視外部面、顧客接触点、完成カバーが含まれます。非重要ゾーンには、性能に影響を与えない隠れたリブや内部表面が含まれます。このゾーニングは、サプライヤーが部品価値を変える箇所に努力を集中するのに役立ちます。
少量アルミ鋳造では、欠陥レビューは学習ツールでもあります。パイロットバッチがリブ近くで繰り返しコールドシャットを示した場合、生産金型の前に設計またはゲート計画の変更が必要になる可能性があります。粉体塗装がアウトガスマークを露出した場合、前処理、ベークアウト、または材料ルートの見直しが必要になる場合があります。ポイントは、曖昧なサンプル拒否ではなく、欠陥を具体的な是正措置に変えることです。
少量アルミ鋳造の検査
検査は検証目標に一致する必要があります。初期サンプルの場合、バイヤーは寸法レポート、組立嵌合チェック、目視レビュー、材料確認が必要になる場合があります。パイロットまたはブリッジ生産の場合、検査にはCMM、ねじゲージ、プラグゲージ、コーティング厚チェック、リークテスト、初回品レポートが含まれる場合があります。検査計画は機能を制御する特徴に焦点を当てる必要があります。
少量は低規律を意味しません。小ロットはプロセスがまだ学習中であるため、より高いリスクを伴うことがよくあります。バイヤーは金型変更、機械加工治具の決定、仕上げサンプル、検査基準を記録し、繰り返しバッチが同じ基準を使用するようにする必要があります。
少量アルミ鋳造のサプライヤーワークフロー
強力なサプライヤーワークフローは、バイヤーの3Dモデル、2D図面、材料要件、数量、将来の数量から始まります。サプライヤーは、部品がアルミダイカスト、砂型鋳造、重力鋳造、CNC加工、または複合ルートのどれに適しているかをレビューする必要があります。レビューでは、肉厚、ドラフト、アンダーカット、中子ニーズ、加工代、可視面、圧力またはシール領域、仕上げ要件を特定する必要があります。
ルート選択後、金型またはパターン作業は検証目標に合わせて計画する必要があります。トライアル鋳造は機械加工の前後に検査する必要があります。表面品質が重要な場合、仕上げサンプルは実際の鋳造品で作成する必要があります。検査は重要な特徴に焦点を当て、すべての寸法に均等な労力をかけるべきではありません。最後に、少量バッチは次の注文をサポートする記録(材料、金型変更、機械加工治具、仕上げ基準、検査レポート、梱包方法)を作成する必要があります。
このワークフローは、少量アルミ鋳造をプロトタイプと生産の間の架け橋に変えます。ワークフローがなければ、バイヤーは使用可能な部品を受け取るかもしれませんが、量産化に必要な教訓を失う可能性があります。ワークフローがあれば、各少量注文が次の製造決定を改善します。形状や金型リスクが関係する場合、設計検証と少量生産のためのアルミダイカストプロトタイプは、金型変更が高価になる前に製造可能性の問題を発見するのに役立ちます。
簡単な例:アルミ電子機器ハウジングのブリッジ鋳造
バイヤーはフィールドローンチ用に120個のアルミ電子機器ハウジングを必要としていました。ビレットからのCNC加工は最初のサンプルに対応できましたが、単価は高く、将来の製品は鋳造を必要としていました。部品は薄いリブ、取り付けボス、機械加工されたガスケット面、黒色粉体塗装外観を持っていました。フィールドトライアルでケーブル開口部や取り付けポイントが変更される可能性があったため、本生産金型はリスクが高かったです。
プロジェクトでは、ブリッジ金型、現地CNC加工、粉体塗装サンプルを用いた少量アルミ鋳造ルートを使用しました。パイロットバッチで、追加のドラフトが必要なリブと追加の加工代が必要なガスケット面が明らかになりました。修正後、バイヤーはローンチ部品をフィールド検証に使用し、教訓を本生産金型計画に反映させました。
少量アルミ鋳造RFQに含めるべき項目
少量アルミ鋳造RFQには、CADファイル、2D図面、目標数量、将来の数量、希望材料、アプリケーション環境、重要な寸法、機械加工特徴、仕上げ要件、検査ニーズ、予想される設計安定性、ローンチタイミングを含める必要があります。サプライヤーはこれらの詳細に基づいて、CNC、砂型鋳造、プロトタイプダイカスト、ブリッジ金型、または本生産金型を推奨する必要があります。
RFQ項目 | 重要性 |
|---|---|
少量数量 | プロトタイプ、パイロットバッチ、ブリッジ生産ニーズを区別 |
将来の数量 | ブリッジ金型か生産金型かを判断 |
材料方向 | A380、ADC12、A356-T6などの選択をプロセスに結び付け |
機械加工領域 | 穴、面、基準、公差重要特徴を定義 |
仕上げ基準 | コーティング、可視欠陥、マスキング、梱包を制御 |
検証目標 | 部品が顧客レビュー、フィールドトライアル、生産リリースのいずれかを示す |
Newayは、材料、鋳造ルート、金型レベル、CNC加工、表面仕上げ、検査、生産移行を一緒にレビューすることで、少量アルミ鋳造プロジェクトをサポートできます。これにより、バイヤーは本生産にコミットする前に、少量部品を信頼性の高い製造証拠として使用できます。検証段階のプロジェクトについては、少量製造サポートが、プロトタイプの知見を次の少量またはリピート注文に結び付けるのに役立ちます。
少量結果を本生産に移行する方法
少量アルミ鋳造の価値は、結果が本生産計画に移行されるときに増大します。少量ルートで機械加工されたガスケット面に追加のストックが必要であることが証明された場合、生産金型にはその余裕を含める必要があります。パイロットバッチで可視粉体塗装面に異なるパーティングラインまたは洗浄方法が必要であることが示された場合、生産金型はその表面を保護する必要があります。ねじボスにより強力な基準戦略が必要な場合、生産治具は承認された基準を使用する必要があります。
バイヤーは少量バッチ後に生産移行サマリーを要求する必要があります。サマリーには、承認された材料、金型メモ、図面改訂、機械加工治具、仕上げサンプル、検査方法、梱包方法、残っている未解決問題をリストする必要があります。これにより、生産チームが古いトライアルを繰り返すのを防ぎ、購買部門がどの前提が確定しているかを理解するのに役立ちます。
少量アルミ鋳造は、孤立したサンプル注文として扱われない場合に最も強力です。将来の生産決定、サプライヤー資格、コスト計画のための証拠を作成する必要があります。
バイヤーはまた、次の注文の前にどの知見をクローズする必要があるかを決定する必要があります。材料と形状は承認される一方、コーティング色や梱包はまだ調整が必要かもしれません。明確なリリースノートにより、承認サイクル全体を再開するのではなく、管理された変更で次のバッチを進めることができます。これが、製造リスクを隠すことなく、少量鋳造がローンチタイミングを保護する方法です。
そのリリースノートには、承認された図面改訂、承認された材料、サンプル日付、および重要な特徴に使用された検査方法を記載する必要があります。
また、完成サンプルを承認した担当者を特定し、エンジニアリング、購買、品質がリピート注文時に同じベースラインを使用するようにする必要があります。
FAQ
