如何为生产零件选择铝压铸供应商
如何为生产零件选择铝压铸供应商
选择铝压铸供应商不仅仅是寻找一家能够报价的工厂。对于生产项目,买家需要一家能够将设计评审、模具制造、铝压铸、CNC 加工、表面处理、检验和批量交付作为一个连贯流程进行控制的供应商。
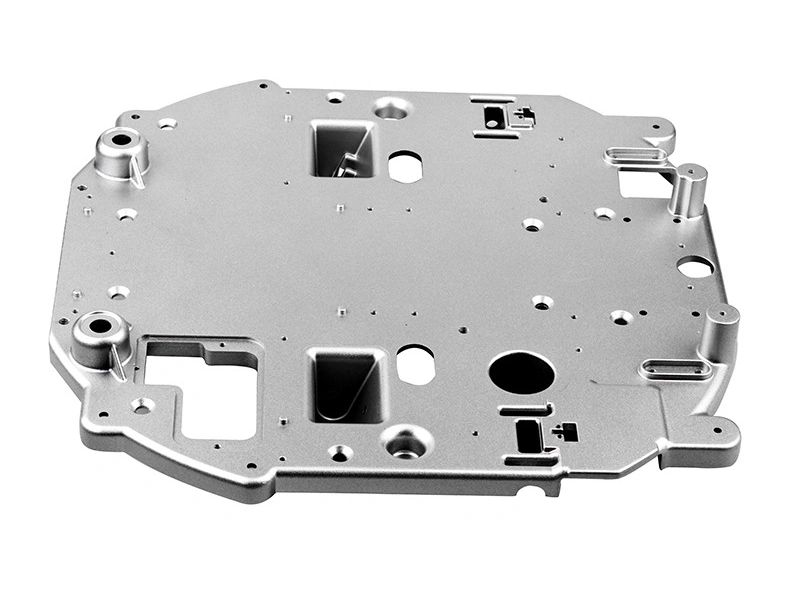
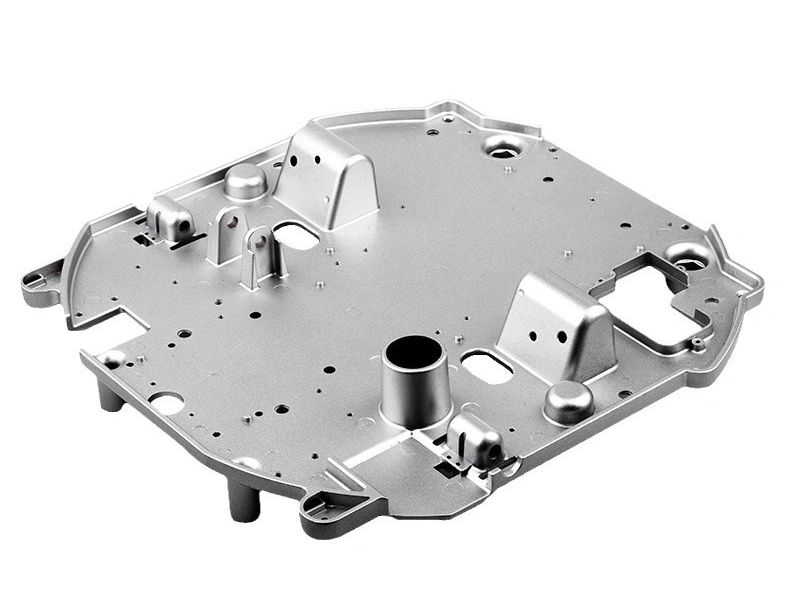
铝压铸件常用于外壳、支架、盖板、照明外壳、散热器外壳、电机盖、泵体、汽车零部件、电子外壳和工业设备组件。这些项目通常需要轻质金属结构、稳定的尺寸、局部精密加工、成品表面以及长期的供应一致性。
对于买家、工程师和项目经理而言,合适的供应商可以降低模具风险、提高样品批准率、控制加工成本、管理表面处理质量并支持长期生产。而不合适的供应商可能会导致反复修模、尺寸不稳定、表面缺陷、检验纠纷和交付延误。
为什么供应商选择在铝压铸项目中至关重要
供应商选择之所以重要,是因为铝压铸项目通常涉及多个制造步骤。一个生产零件可能需要 DFM 评审、模具设计、压铸、修剪、去毛刺、CNC 加工、表面处理、检验、包装和重复交付。
如果供应商只关注铸造价格,项目可能会在模具、加工、后处理或批量质量控制阶段失败。模具质量影响生产稳定性。CNC 加工能力影响孔位、螺纹、密封面和装配尺寸。表面处理管理影响外观验收。检验能力影响批次一致性。
对于长期项目,买家应选择能够支持整个生产流程的铝压铸供应商,而不是将每个步骤分开处理。
供应商领域 | 为何重要 | 若薄弱买家的风险 |
|---|---|---|
DFM 评审 | 在开模前发现设计、壁厚、拔模斜度和公差风险 | 模具修改和样品失败 |
模具质量 | 控制模具稳定性、填充、冷却和重复性 | 气孔、缩松、飞边和尺寸不稳定 |
CNC 加工支持 | 完成孔、螺纹、密封面和装配基准 | 配合不良、泄漏和功能失效 |
表面处理管理 | 控制抛光、喷漆、涂层和外观标准 | 外观拒收和返工 |
检验能力 | 检查尺寸、外观表面和关键特征 | 批量质量纠纷 |
批量交付控制 | 支持长期重复订单和稳定出货 | 生产延误和供应不稳定 |
哪些项目需要可靠的铝压铸供应商?
当项目需要可投入生产的定制铝压铸件,而不仅仅是简单原型时,买家应寻找可靠的铝压铸供应商。这些项目通常涉及模具投资、稳定的年度需求、尺寸要求、局部 CNC 加工、表面处理和长期交付规划。
典型项目包括铝制外壳、支架、盖板、照明外壳、散热器外壳、电机盖、泵体、汽车零部件、电子外壳、工业设备零件和其他定制铝压铸件。
这些项目通常需要轻量化结构、稳定的尺寸、表面处理、加工余量、检验控制和批量重复性。如果零件必须从原型或试模样品转入生产,供应商能力就成为项目成功的关键部分。
项目类型 | 为何适合铝压铸 | 所需供应商能力 |
|---|---|---|
铝制外壳 | 可成型轻量化壳体、加强筋和安装特征 | 模具、表面 finish 和尺寸控制 |
支架 | 支持强度、刚性和可重复的安装点 | CNC 加工和检验支持 |
盖板 | 可提供轻量化金属保护和成品外观 | 外观表面和涂层管理 |
照明外壳 | 支持热控制、结构和表面处理 | 材料、模具和涂层规划 |
散热器外壳 | 可结合散热结构和生产效率 | DFM 评审和加工精度 |
电机盖 | 需要可重复的尺寸和装配面 | 加工余量和密封面控制 |
泵体 | 可能需要密封面、螺纹和安装精度 | CNC 加工和防泄漏相关检验 |
汽车零部件 | 需要轻量化结构和稳定的批量生产 | 批量质量和长期供应控制 |
电子外壳 | 需要外观、保护和尺寸稳定性 | 表面处理和外观检验 |
工业设备零件 | 需要耐用的生产零件和重复交付 | 模具维护和批次一致性 |
买家应检查铝压铸供应商的关键能力
优秀的铝压铸供应商应支持的不仅仅是铸造。买家应检查供应商是否能够评审设计风险、制造模具、控制铝铸造缺陷、提供 CNC 加工、管理表面处理、检验关键尺寸并支持长期批量生产。
这些能力是相互关联的。如果模具未考虑 CNC 加工余量,加工后的零件可能会失败。如果在开模前未定义外观表面,表面处理可能会变得困难。如果检验标准不明确,交付后可能会出现批量质量纠纷。
供应商能力 | 为何重要 | 买家收益 |
|---|---|---|
DFM 评审 | 在开模前发现设计风险 | 减少模具修改 |
模具制造 | 控制模具质量和稳定性 | 提高生产一致性 |
铝压铸经验 | 处理材料、流动和缺陷控制 | 减少铸造缺陷 |
CNC 加工支持 | 控制孔、螺纹和装配面 | 提高配合和功能 |
表面处理管理 | 支持抛光、喷漆或涂层 | 改善外观 |
检验能力 | 检查尺寸和外观表面 | 降低批量质量风险 |
批量生产控制 | 支持长期订单 | 提高交付稳定性 |
模具能力如何影响供应商选择
模具能力是选择铝压铸供应商时最重要的因素之一。如果供应商无法控制模具设计,项目可能会面临试模失败、反复修模、气孔、缩松、分型线位置不佳、顶针痕明显、CNC 加工余量不足以及批量尺寸不稳定等问题。
在开始铝压铸模具之前,供应商应进行 DFM 评审,并确认浇口设计、排气设计、冷却设计、顶针位置、分型线位置、加工余量和外观表面。
买家不应仅比较模具价格。如果便宜的模具导致高废品率、更长的周期时间、更多的后处理工作或生产不稳定,其最终成本可能更高。可靠的模具工艺有助于提高样品批准率和长期生产一致性。
模具评审领域 | 为何重要 | 若忽视买家的风险 |
|---|---|---|
浇口设计 | 控制熔融铝流入模具 | 流痕、冷隔和填充不稳定 |
排气设计 | 帮助铸造过程中困气排出 | 气孔和内部缺陷 |
冷却设计 | 控制收缩、变形和周期时间 | 翘曲和尺寸不稳定 |
顶针位置 | 影响零件脱模和表面痕迹 | 外观面或装配面上出现顶针痕 |
分型线 | 影响飞边、毛刺和可见表面质量 | 额外的后处理成本和外观纠纷 |
加工余量 | 为孔、面和功能特征留出余量 | 废品、返工或最终尺寸不良 |
外观表面 | 在模具设计前识别可见表面 | 外观区域出现浇口、顶针或分型线痕迹 |
为什么铝压铸后的 CNC 加工支持很重要
CNC 加工支持很重要,因为许多铝压铸件需要在功能区域进行后加工。这些区域通常包括螺纹孔、安装孔、密封面、轴承孔、定位面、基准面、平面度控制面和 tight tolerance 装配区域。
如果供应商同时理解铝压铸和铝压铸后的 CNC 加工,它可以更早地规划加工余量、夹具位置、装配基准和检验标准。这减少了试模样品后的加工返工、夹具难度、尺寸变化和成本变动。
买家应在报价前确认哪些区域必须加工,哪些区域可以保持铸态。这有助于在保护影响配合和功能特征的同时控制成本。
加工特征 | 为何重要 | 买家收益 |
|---|---|---|
螺纹孔 | 螺纹需要控制深度、螺距和对齐度 | 提高紧固可靠性 |
安装孔 | 孔位影响安装精度 | 提高装配配合度 |
密封面 | 平面度和表面质量影响防漏控制 | 提高密封性能 |
轴承孔 | 圆度和直径可能需要严格控制 | 减少磨损、振动和配合问题 |
定位面 | 定位区域控制可重复装配 | 提高装配一致性 |
基准面 | 基准指导加工、检验和装配 | 提高尺寸控制 |
平面度控制面 | 功能面可能需要最终加工 | 提高安装和接触稳定性 |
紧公差装配区域 | 仅靠铸造可能无法满足精密配合要求 | 减少装配失败和返工 |
表面处理能力如何影响最终零件验收
表面处理能力影响最终零件验收,因为许多铝压铸件是可见的、需要涂层、喷漆、搬运或组装到面向客户的产品中。供应商应了解压铸质量、毛刺控制、气孔控制和模具设计如何影响最终表面效果。
常见的后处理包括去毛刺、抛光、喷漆、粉末喷涂、防护涂层和清漆涂层。这些处理可以改善外观、耐腐蚀性、触感和产品价值,但它们无法完全修复严重的铸造缺陷。
买家应在生产前确认外观表面、功能表面、非可见表面、涂层区域、遮蔽区域、可接受缺陷标准和检验标准。对于外观件,表面处理应在开模前规划,而不是在出现铸造缺陷之后。
表面要求 | 买家应确认的内容 | 为何重要 |
|---|---|---|
外观表面 | 可见且对外观至关重要的面 | 有助于规划浇口、顶针、分型线和检验标准 |
功能表面 | 密封、接触、安装或装配区域 | 防止后处理影响零件功能 |
非可见表面 | 不需要高级处理的隐藏区域 | 减少不必要的后处理成本 |
涂层区域 | 覆盖范围、涂层类型和颜色要求 | 改善外观和耐腐蚀性规划 |
遮蔽区域 | 螺纹、密封面或精密加工区域 | 防止涂层后出现配合问题 |
可接受缺陷标准 | 划痕、凹坑、流痕、毛刺和色差 | 减少交付后的质量纠纷 |
检验标准 | 如何检查外观和后处理质量 | 提高批量验收一致性 |
买家如何在与新供应商合作时降低风险
买家可以通过在全面生产前确认工程、模具、加工、后处理和质量标准,来降低与新铝压铸供应商合作的风险。目标是在问题演变成模具变更、批量缺陷或交付失败之前尽早发现它们。
实用的风险控制流程包括 DFM 评审、材料确认、模具评审、加工余量规划、关键尺寸标记、外观表面标记、试模样品验证、小批量验证、检验标准批准、表面处理标准确认和包装评审。
买家还应使用试模样品和小批量来验证尺寸、表面外观、加工结果、装配配合度和供应商沟通情况,然后再承诺长期生产订单。
风险控制步骤 | 需确认内容 | 买家收益 |
|---|---|---|
DFM 评审 | 壁厚、加强筋、凸台、拔模角和公差风险 | 减少模具修改 |
材料和结构确认 | 铝合金牌号和零件几何形状 | 提高铸造可行性 |
开模前的加工余量 | 为孔、面、基准和密封面留出余量 | 防止铸造后材料不足 |
关键尺寸标记 | 影响配合、功能或检验的尺寸 | 聚焦加工和质量控制 |
外观表面标记 | 可见且对外观至关重要的表面 | 改善模具和后处理规划 |
试模样品验证 | 尺寸、外观、加工和装配配合度 | 在批量生产前发现问题 |
小批量验证 | 重复性、后处理稳定性和检验结果 | 测试生产一致性 |
检验标准 | 尺寸、外观和功能验收标准 | 减少质量纠纷 |
表面处理标准 | 涂层、喷漆、抛光和可接受缺陷 | 提高最终零件验收率 |
交付和包装评审 | 包装保护和交付要求 | 减少运输损坏和交付问题 |
如何为长期生产比较铝压铸供应商
买家应根据总生产能力而不仅仅是单价来比较铝压铸供应商。一家报价低但无法控制模具、加工、后处理或批量质量的供应商,可能会造成更高的长期成本。
重要的比较点包括制造建议、模具能力、CNC 加工支持、表面处理管理、尺寸检验、批次一致性、长期订单支持、质量改进、降低成本建议和稳定交付。
Neway 支持需要定制铝压铸件、铝压铸模具、铝压铸后 CNC 加工、表面处理、定制金属铸造和批量生产控制的铝压铸项目。对于比较供应商的买家,早期项目评审有助于降低风险并提高长期生产价值。
比较点 | 买家应检查的内容 | 为何对长期生产重要 |
|---|---|---|
制造建议 | 供应商是否提供 DFM 和降低成本建议 | 有助于在开模前改进设计 |
模具能力 | 供应商是否能支持模具制造 | 控制铸造稳定性和模具寿命 |
CNC 加工支持 | 供应商是否能在铸造后完成关键特征 | 提高配合和功能 |
表面处理管理 | 供应商是否能管理抛光、喷漆和涂层要求 | 提高外观验收率 |
尺寸检验 | 供应商是否能检验关键尺寸和加工区域 | 降低批量质量风险 |
批次一致性 | 供应商是否能在重复订单中保持质量稳定 | 支持长期供应可靠性 |
长期订单支持 | 供应商是否能处理重复生产和模具维护 | 降低更换供应商的风险 |
质量改进支持 | 供应商是否跟踪缺陷并改进过程控制 | 减少重复缺陷 |
降低成本建议 | 供应商是否能优化加工、后处理和零件设计 | 控制总制造成本 |
稳定交付 | 供应商是否能维持交付计划和包装质量 | 支持生产计划 |
同时也采购其他材料的买家,应将铝供应商与具备相关能力的供应商进行比较,例如锌压铸供应商
支持和铜压铸供应商支持。拥有更广泛材料和工艺知识的供应商可以帮助买家为不同的定制压铸金属零件选择合适的路线。