Comment les pièces de moulage en aluminium aident les acheteurs à équilibrer coût et performance
Comment les pièces de moulage en aluminium aident les acheteurs à équilibrer coût et performance
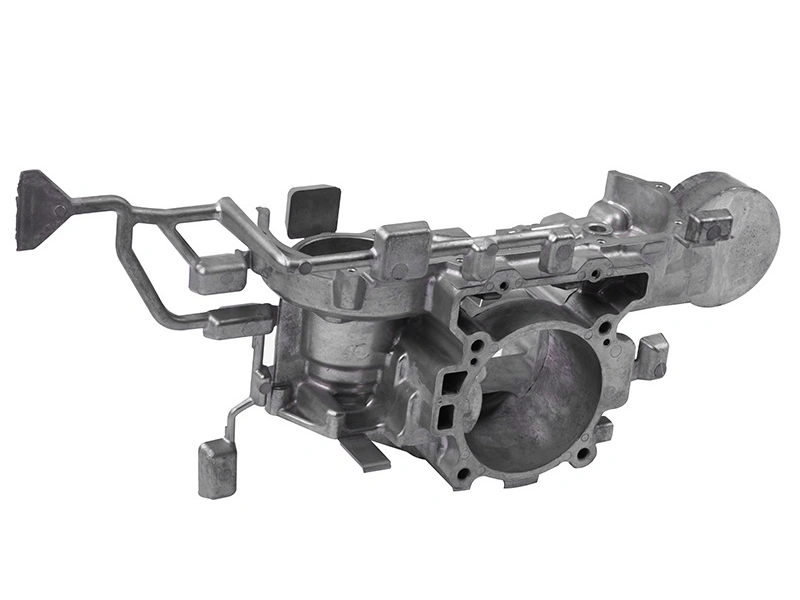
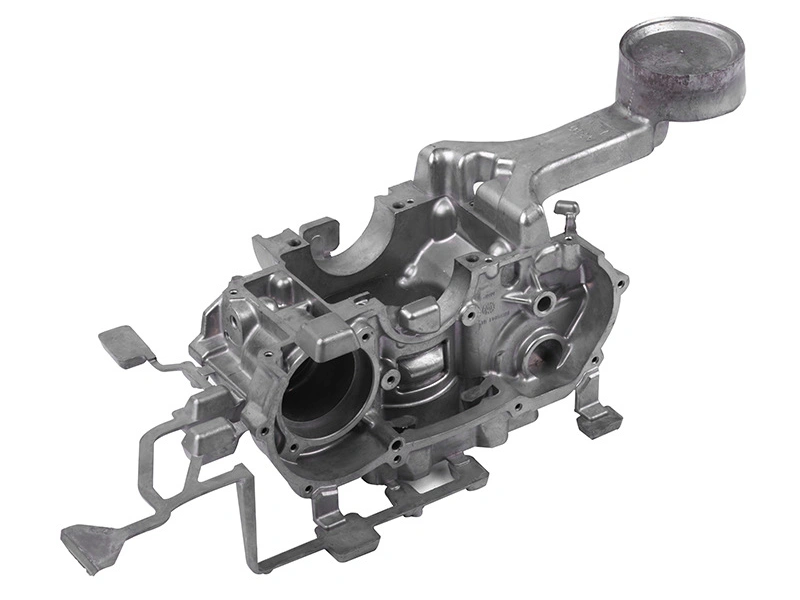
Les pièces de moulage en aluminium aident les acheteurs à produire des composants métalliques légers avec un équilibre entre résistance, coût, état de surface et stabilité de production. Elles sont utilisées dans les boîtiers, couvercles, supports, pièces structurelles, composants d'éclairage, boîtiers électroniques, capots de moteur, corps de pompes et autres pièces de production en aluminium sur mesure.
Pour les acheteurs, le choix des pièces de moulage en aluminium ne doit pas se baser uniquement sur la légèreté de l'aluminium. La véritable décision réside dans la compatibilité de la conception de la pièce, du volume de production, de l'investissement en outillage, des besoins en usinage CNC, des exigences de finition de surface et du plan de commandes à long terme avec une voie de moulage sous pression en aluminium.
Un projet réussi doit relier la performance du produit à sa fabricabilité. Si les acheteurs confirment tôt la géométrie, le volume, la stratégie d'outillage, les tolérances critiques, les zones usinées et les normes de surface, les pièces de moulage en aluminium peuvent soutenir un meilleur contrôle des coûts et une production plus stable.
Quand les pièces de moulage en aluminium sont-elles adaptées au moulage sous pression ?
Les pièces de moulage en aluminium conviennent au moulage sous pression lorsque le projet nécessite une production de volume moyen à élevé, une géométrie complexe, des dimensions stables et une structure métallique légère. Le moulage sous pression est particulièrement utile lorsque la pièce comprend des boîtiers, des couvercles, des supports, des nervures, des bossages, des éléments de fixation ou des structures fonctionnelles intégrées.
Les acheteurs devraient envisager le moulage sous pression en aluminium lorsque la pièce nécessite un usinage CNC local, un polissage, une peinture, une peinture en poudre ou un approvisionnement stable à long terme. Le processus peut former efficacement la forme principale et ne laisser que les zones fonctionnelles clés pour l'usinage ultérieur.
Cependant, le moulage sous pression peut ne pas être la meilleure première étape si la quantité est très faible, si la conception est encore en évolution, si toutes les surfaces nécessitent un usinage CNC de haute précision, si le produit est encore en phase de test précoce ou si la demande annuelle ne justifie pas le coût de l'outillage.
Condition du projet | Adaptabilité au moulage sous pression | Point de décision pour l'acheteur |
|---|---|---|
Production de volume moyen à élevé | Adapté | Le coût de l'outillage peut être réparti sur des commandes répétées |
Boîtiers, couvercles ou supports complexes | Adapté | Le moulage sous pression peut former efficacement des structures intégrées |
Besoin d'une structure métallique légère | Adapté | L'aluminium aide à réduire le poids tout en conservant une résistance utile |
Besoin d'usinage CNC local | Adapté | Usiner uniquement les zones fonctionnelles après le moulage |
Quantité très faible | Généralement inadapté | L'usinage CNC ou les échantillons prototypes peuvent être préférables en premier lieu |
Modifications fréquentes de la conception | Pas prêt | L'outillage doit attendre que la conception soit stable |
Toutes les surfaces nécessitent un usinage CNC de haute précision | Nécessite un examen | L'usinage complet peut supprimer l'avantage de coût du moulage |
Comment les acheteurs doivent adapter les pièces de moulage en aluminium au volume de production
Le volume de production est l'un des facteurs les plus importants lors du choix de la méthode de fabrication des pièces de moulage en aluminium. Les acheteurs ne doivent pas seulement considérer la quantité de la première commande. Ils doivent également tenir compte de la demande annuelle future, de la stabilité des commandes répétées, de la maturité de la conception et de l'objectif de coût à long terme.
Si le projet en est encore au stade du prototype précoce ou de la validation de la conception, l'usinage CNC ou les échantillons d'essai peuvent être plus flexibles. Si le produit a une demande stable et des commandes répétées, le moulage sous pression en aluminium peut réduire le coût unitaire à long terme grâce à l'investissement en outillage et à des cycles de production plus rapides.
Pour les projets de moulage de métaux sur mesure, la meilleure voie de processus doit correspondre à la fois aux besoins de validation actuels et aux plans de production futurs.
Étape de production | Méthode adaptée | Préoccupation de l'acheteur |
|---|---|---|
Prototype précoce | Usinage CNC ou échantillons prototypes | Validation rapide |
Validation de la conception | Échantillon ou production d'essai | Vérifier l'ajustement et la fonction |
Volume faible à moyen | Évaluer soigneusement l'investissement en outillage | Équilibrer coût et flexibilité |
Production de masse stable | Moulage sous pression en aluminium | Réduire le coût unitaire à long terme |
Commandes répétées à long terme | Outillage de production plus usinage | Contrôler la qualité et la livraison |
Comment les pièces de moulage en aluminium équilibrent poids, résistance et coût
La valeur des pièces de moulage en aluminium réside dans leur capacité à équilibrer la conception légère, la résistance structurelle, la performance thermique, l'efficacité de formage, le coût d'usinage ultérieur, le coût de traitement de surface et la cohérence des lots.
Les acheteurs doivent éviter deux erreurs courantes. La première consiste à choisir le prix unitaire le plus bas sans tenir compte de la stabilité de l'outillage, du risque de rebut et du coût de retouche. La seconde est de poursuivre une conception légère trop agressivement, ce qui peut entraîner des parois faibles, une résistance d'assemblage médiocre, des dimensions instables ou des défauts de surface.
Une meilleure approche consiste à concevoir des pièces moulées en aluminium avec une épaisseur de paroi raisonnable, des nervures, des bossages, des rayons d'angle, des éléments de fixation et des surfaces fonctionnelles claires. Cela aide la pièce à rester légère sans perdre en fiabilité de production.
Zone d'équilibre | Objectif de l'acheteur | Risque en cas de déséquilibre |
|---|---|---|
Conception légère | Réduire le matériau inutile et le poids du produit | Zones fines et faibles, déformation ou mauvaise résistance d'assemblage |
Résistance structurelle | Utiliser des nervures, des bossages et un renfort local si nécessaire | Fissuration, points de fixation faibles ou mauvaise durabilité |
Performance thermique | Soutenir le flux de chaleur, les nervures de refroidissement ou les structures de dissipateurs thermiques | Mauvais contrôle de la chaleur ou performance instable du produit |
Stabilité de l'outillage | Soutenir le moulage répétable et réduire le risque de rebut | Échec de l'échantillon, retouche et coût total plus élevé |
Coût d'usinage CNC | Usiner uniquement les zones fonctionnelles clés | Temps d'usinage excessif et coût d'inspection |
Coût de traitement de surface | Finir uniquement les surfaces nécessitant une apparence ou une protection | Polissage, revêtement ou coût de retouche inutiles |
Comment la géométrie de la pièce affecte la qualité des pièces de moulage en aluminium
La géométrie de la pièce a un effet direct sur la qualité des pièces de moulage en aluminium. L'épaisseur de paroi, les nervures, les bossages, les rayons d'angle, l'angle de dépouille, la position des trous, les surfaces de montage, les surfaces d'étanchéité, les surfaces cosmétiques et la surépaisseur d'usinage doivent être examinées avant le début de l'outillage.
Si la structure ne convient pas au moulage sous pression en aluminium, le projet peut faire face à des problèmes de retrait, de porosité, de warpage, de bavures, de difficultés d'usinage, de défauts de revêtement ou de problèmes d'assemblage. Ces problèmes sont généralement plus coûteux à résoudre après la fabrication du moule.
L'examen DFM aide les acheteurs à améliorer la géométrie de la pièce avant l'outillage. L'objectif n'est pas de simplifier chaque pièce, mais de rendre la conception plus facile à mouler, usiner, finir et inspecter de manière cohérente.
Facteur de géométrie | Pourquoi c'est important | Risque possible |
|---|---|---|
Épaisseur de paroi | Affecte le remplissage, le retrait et la stabilité de refroidissement | Retrait, porosité ou sections faibles |
Nervures | Améliorent la rigidité sans ajouter trop de poids | Mauvais écoulement ou retrait local si mal conçues |
Bossages | Soutiennent les vis, les inserts et les éléments de fixation | Points chauds épais et zones de fixation faibles |
Rayon d'angle | Améliore l'écoulement du métal et réduit la concentration de contraintes | Soudures à froid, fissures ou coins faibles |
Angle de dépouille | Aide à libérer la pièce du moule | Collage, marques d'arrachement et problèmes d'éjection |
Position des trous | Affecte la faisabilité du moulage et la stratégie d'usinage | Coût d'usinage plus élevé ou problèmes d'assemblage |
Surfaces d'étanchéité | Peuvent nécessiter un contrôle de la planéité et de l'état de surface | Fuites ou mauvais contact après assemblage |
Surfaces cosmétiques | Nécessitent une planification des attaques, des éjecteurs et des lignes de partage | Marques visibles et défauts de revêtement |
Surépaisseur d'usinage | Laisse du matériau pour l'usinage CNC final | Rebut, retouche ou mauvaise tolérance finale |
Comment l'outillage modifie la structure des coûts des pièces de moulage en aluminium
L'outillage modifie la structure des coûts des pièces de moulage en aluminium. Sans outillage, les acheteurs peuvent dépendre de l'usinage CNC ou d'autres méthodes flexibles avec un coût unitaire plus élevé. Avec l'outillage, le projet implique un investissement initial en moule, mais le coût unitaire à long terme peut devenir plus faible lorsque le volume de production est stable.
L'outillage pour les pièces de moulage en aluminium peut améliorer la répétabilité, accélérer les cycles de production, réduire la charge de travail d'usinage complet et soutenir une production par lots plus stable. Cependant, l'outillage crée également une pression de gel de la conception, un risque d'échantillons d'essai, un coût de modification du moule et des exigences de planification de la production.
Les acheteurs doivent entrer dans la phase d'outillage lorsque la conception est stable, la demande est claire et le plan de production est réaliste. Démarrer l'outillage trop tôt peut entraîner des modifications coûteuses après les échantillons d'essai.
Zone de structure de coût | Comment l'outillage la modifie | Point de planification pour l'acheteur |
|---|---|---|
Coût initial | L'outillage nécessite un investissement en moule avant la production | Confirmer la conception et le volume avant la fabrication du moule |
Coût unitaire à long terme | La production répétée peut réduire le coût par pièce | Évaluer la demande annuelle, pas seulement la quantité de la première commande |
Répétabilité | La production basée sur un moule améliore la cohérence des pièces | Utile pour les pièces de production à long terme |
Cycle de production | Le moulage sous pression peut produire des pièces plus rapidement après l'approbation de l'outillage | Soutient une livraison par lots stable |
Charge de travail d'usinage | La géométrie principale est moulée au lieu d'être entièrement usinée | Usiner uniquement les zones fonctionnelles critiques |
Risque d'échantillon d'essai | Les échantillons initiaux peuvent révéler des problèmes de conception ou de moule | Utiliser l'examen DFM avant l'outillage |
Coût de modification du moule | Les modifications tardives de la conception peuvent augmenter le coût et le délai | Geler les exigences de conception clés avant l'outillage |
Comment l'usinage CNC doit être planifié pour les pièces de moulage en aluminium
L'usinage CNC doit être planifié avant que les pièces de moulage en aluminium n'entrent en phase d'outillage. L'objectif n'est pas d'usiner chaque surface, mais d'usiner les zones fonctionnelles qui nécessitent une tolérance plus serrée, une meilleure planéité, des trous précis ou un ajustement d'assemblage contrôlé.
Les acheteurs doivent concentrer l'usinage CNC sur les trous filetés, les trous de montage, les faces d'étanchéité, les surfaces de référence, les alésages de roulements, les éléments de repérage, les zones contrôlées par la planéité et les interfaces d'assemblage serrées. Les surfaces non fonctionnelles, les surfaces cachées, les surfaces extérieures non critiques, les zones destinées uniquement au revêtement et les zones internes sans assemblage peuvent souvent rester telles que moulées.
Pour l'usinage CNC des pièces de moulage en aluminium, une planification précoce aide à contrôler le coût d'usinage, la complexité des dispositifs de maintien, la charge de travail d'inspection et le risque de retouche par lots.
Surface ou élément | Planification recommandée | Avantage pour l'acheteur |
|---|---|---|
Trous filetés | Planifier l'usinage CNC et le taraudage après le moulage | Améliore la fiabilité de la fixation |
Trous de montage | Usiner lorsque la précision de position affecte l'assemblage | Améliore l'ajustement d'installation |
Faces d'étanchéité | Usiner lorsque la planéité ou l'état de surface est requis | Réduit le risque de fuite |
Surfaces de référence | Définir avant l'outillage et la planification des dispositifs | Améliore l'usinage et l'inspection répétables |
Alésages de roulements | Utiliser l'usinage CNC pour le contrôle de la circularité et du diamètre | Améliore les performances de mouvement et d'ajustement |
Zones contrôlées par la planéité | Usiner uniquement les faces fonctionnelles nécessitant une planéité | Contrôle le coût d'usinage et d'inspection |
Surfaces cachées | Généralement garder telles que moulées sauf si la fonction nécessite un usinage | Réduit les coûts inutiles |
Zones destinées uniquement au revêtement | Garder telles que moulées si la qualité de surface supporte la finition | Équilibre apparence et coût |
Comment les exigences de finition de surface affectent les pièces de moulage en aluminium
Les exigences de finition de surface doivent être confirmées avant que les pièces de moulage en aluminium n'entrent en production. Les processus de surface courants incluent l'ébavurage, le polissage, la peinture, la peinture en poudre, le revêtement de protection et le vernis transparent.
Les acheteurs doivent définir les surfaces cosmétiques, les surfaces fonctionnelles, les surfaces non visibles, le type de revêtement, l'exigence de couleur, la rugosité de surface, les critères de défauts acceptables et la protection de l'emballage. Ces exigences affectent l'outillage, l'ébavurage, le polissage, le revêtement, l'inspection et la qualité de livraison finale.
Si les exigences de surface ne sont pas claires, le fournisseur peut placer des attaques, des lignes de partage ou des marques d'éjecteur dans des zones qui deviennent ensuite visibles. Une planification précoce de la surface aide à réduire les litiges d'apparence et les retouches de finition.
Exigence de surface | Ce que les acheteurs doivent confirmer | Pourquoi c'est important |
|---|---|---|
Ébavurage | Bords, trous, lignes de partage et zones de manipulation | Améliore la sécurité et l'assemblage |
Polissage | Surfaces visibles et attentes de douceur | Améliore l'apparence et le toucher |
Peinture | Couleur, couverture et défauts de surface acceptables | Améliore l'apparence de la marque et la cohérence |
Peinture en poudre | Zone de revêtement, épaisseur et environnement d'utilisation | Améliore la durabilité et la résistance à la corrosion |
Revêtement de protection | Niveau de protection requis et environnement de travail | Prolonge la durée de vie |
Vernis transparent | Apparence de base et exigences de protection | Protège les surfaces en aluminium visibles |
Protection de l'emballage | Protection contre les rayures, les bosses et les dommages au revêtement | Maintient la qualité finie pendant la livraison |
Comment choisir un fournisseur pour les pièces de moulage en aluminium
Le choix d'un fournisseur pour les pièces de moulage en aluminium ne doit pas se baser uniquement sur le prix unitaire le plus bas. Les acheteurs doivent évaluer si le fournisseur peut juger si la pièce convient au moulage sous pression, fournir un examen DFM, soutenir l'outillage, coordonner l'usinage CNC, gérer le traitement de surface et contrôler les dimensions et l'apparence des lots.
Un fournisseur qualifié devrait aider les acheteurs à passer de la validation des échantillons à la production. Cela inclut l'examen de la géométrie de la pièce, du volume de production, de l'orientation du matériau, de la stratégie d'outillage, de la portée de l'usinage, de la norme de surface, de la méthode d'inspection et de l'amélioration continue de la qualité à long terme.
Neway prend en charge les projets de pièces de moulage en aluminium nécessitant un moulage sous pression en aluminium, un service de moulage de métaux, un outillage pour le moulage sous pression en aluminium, un usinage CNC après moulage sous pression, une finition de surface et un soutien à la production par lots. Les acheteurs comparant les matériaux peuvent également consulter les pièces de moulage sous pression en zinc de précision ou le moulage sous pression en alliage de cuivre en fonction de la fonction du produit et de l'objectif de coût.
Capacité du fournisseur | Pourquoi les acheteurs doivent la vérifier | Ce que cela aide à prévenir |
|---|---|---|
Soutien à la sélection du processus | Le fournisseur doit juger si le moulage sous pression convient à la pièce et au volume | Mauvais choix de processus et coût d'outillage inutile |
Examen DFM | La géométrie de la pièce doit être vérifiée avant l'outillage | Retrait, porosité, warpage et modifications du moule |
Soutien à l'outillage | L'outillage contrôle la répétabilité, la qualité de surface et la stabilité de la production | Échec de l'échantillon et production par lots instable |
Coordination de l'usinage CNC | Les caractéristiques critiques nécessitent une surépaisseur d'usinage et des dispositifs planifiés | Mauvais ajustement, retouche et litiges d'inspection |
Gestion du traitement de surface | La finition affecte l'apparence, la protection et l'acceptation finale | Défauts de revêtement et rejet cosmétique |
Contrôle de la qualité par lots | Les commandes répétées nécessitent des dimensions et une qualité de surface stables | Dérive de la qualité et instabilité de l'approvisionnement |
Soutien à la transition de production | Le fournisseur doit aider à passer des échantillons à la production répétée | Risque de lancement de production |
Conseils d'amélioration de la qualité | Le fournisseur doit aider à réduire les défauts et les coûts inutiles au fil du temps | Problèmes répétés et augmentation du coût total |
FAQ


