Comment planifier les pièces de moulage sous pression pour une production personnalisée stable

Comment planifier les pièces de moulage sous pression pour une production personnalisée stable
Les pièces de moulage sous pression ne sont pas seulement des composants métalliques fabriqués par un procédé basé sur un moule. Pour les acheteurs, les ingénieurs et les chefs de projet, ce sont des pièces de production qui doivent répondre aux exigences de conception, de matériau, de tolérance, de finition de surface, d'assemblage et de livraison sur des lots répétés.
Un projet réussi de pièces de moulage sous pression doit être planifié avant le début de l'outillage. Les acheteurs doivent confirmer si la conception de la pièce est adaptée au moulage, quel alliage doit être utilisé, quelles caractéristiques nécessitent un usinage CNC, quelles surfaces doivent être finies et comment la qualité sera contrôlée lors de la production à long terme.
Pour les acheteurs s'approvisionnant en pièces de moulage sous pression personnalisées, l'objectif n'est pas seulement d'obtenir l'approbation des échantillons. Le véritable objectif est d'établir un plan de production stable qui relie la sélection des matériaux, l'outillage de moulage sous pression, l'usinage CNC, la finition de surface, l'inspection et les capacités du fournisseur, depuis l'étape de la demande de prix (RFQ) jusqu'à la livraison par lots.
Quelles pièces de moulage sous pression conviennent à la production personnalisée ?
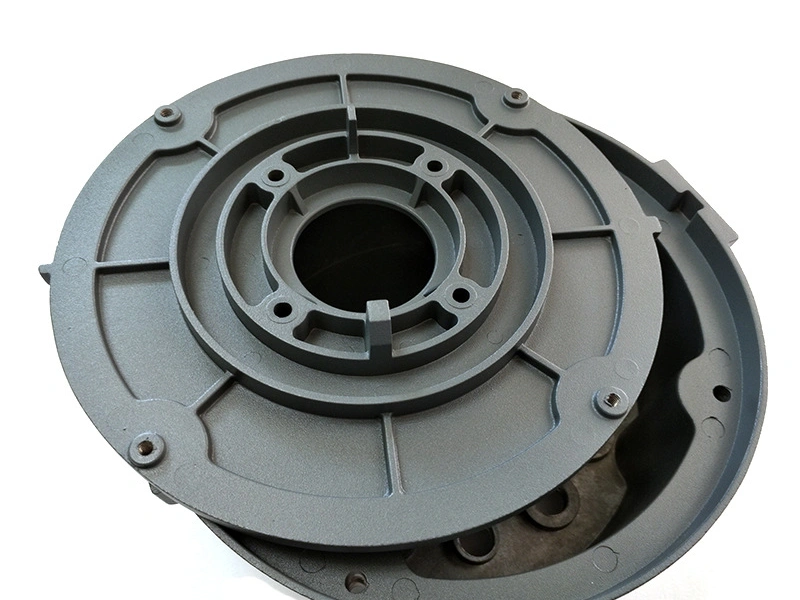
Le moulage sous pression convient aux pièces métalliques personnalisées nécessitant une géométrie complexe, des dimensions reproductibles, un volume de production moyen à élevé et un approvisionnement stable à long terme. Il est particulièrement utile lorsque la pièce comprend des boîtiers, des supports, des couvercles, des connecteurs, des poignées, des structures de montage, des nervures, des bossages ou des fonctionnalités métalliques spécifiques.
Les pièces de moulage sous pression courantes incluent les pièces automobiles, les boîtiers électroniques, les boîtiers d'éclairage, les pièces d'équipement industriel, les pièces en alliage de cuivre conducteur, les composants quincailliers, les couvercles structurels et les pièces mécaniques personnalisées. Ces pièces nécessitent souvent à la fois l'efficacité du moulage et des opérations secondaires telles que l'usinage CNC, le polissage, le revêtement, la peinture ou la galvanisation.
Les acheteurs devraient envisager le moulage de métaux personnalisé lorsque la conception est suffisamment stable pour l'outillage et que le volume de production prévu peut justifier l'investissement dans le moule. Si la conception change encore fréquemment ou si seuls quelques échantillons de test sont nécessaires, la validation par prototype peut être plus appropriée avant de passer à l'outillage de production.
Pièce de moulage sous pression adaptée | Pourquoi le moulage sous pression convient | Préoccupation de l'acheteur |
|---|---|---|
Boîtiers | Peut former des structures externes complexes, des nervures, des bossages et des zones de montage | Stabilité dimensionnelle et finition de surface |
Supports | Assure la résistance, la reproductibilité et des fonctionnalités de montage intégrées | Capacité de charge et position des trous |
Couvercles | Permet de produire en série des couvercles métalliques légers ou décoratifs | Apparence et ajustement d'assemblage |
Connecteurs | Peut supporter des formes compactes et des caractéristiques de précision | Ajustement, fonction et performance du matériau |
Poignées | Peut combiner résistance, forme et finition de surface | Sensation au toucher et qualité cosmétique |
Pièces de montage | Peut intégrer des bossages, des trous et des structures de repérage | Précision d'assemblage |
Boîtiers d'éclairage | Peut supporter des structures de dissipation thermique et des surfaces finies | Performance thermique et qualité du revêtement |
Pièces d'équipement industriel | Peut supporter des pièces de production durables avec une qualité reproductible | Stabilité de l'approvisionnement à long terme |
Comment la conception de la pièce affecte la réussite du moulage sous pression
La qualité des pièces de moulage sous pression est fortement influencée par l'étape de conception. Même avant le début de la production, la géométrie de la pièce peut affecter la stabilité du remplissage, le risque de porosité, le risque de retrait, les bavures, les éclats, l'emplacement de la ligne de joint, les marques des éjecteurs, les résultats de la finition de surface, la marge d'usinage CNC, l'ajustement d'assemblage et le risque de modification de l'outillage.
Les acheteurs doivent prêter attention à l'épaisseur uniforme des parois, à l'angle de dépouille approprié, aux coins arrondis, aux nervures adaptées, aux bossages raisonnables, à la marge d'usinage claire, aux marquages de surface cosmétiques et aux marquages de dimensions critiques. Ces détails aident le fournisseur à évaluer si la pièce peut être moulée, usinée, finie et inspectée de manière fiable.
Si la conception n'est pas examinée avant l'outillage, les problèmes peuvent n'apparaître que lors des échantillons d'essai ou de la production en série. À ce stade, les modifications du moule, l'usinage supplémentaire, la reprise du polissage ou les échecs d'inspection peuvent augmenter les coûts et retarder la livraison.
Facteur de conception | Pourquoi c'est important | Risque si ignoré |
|---|---|---|
Épaisseur uniforme des parois | Aide à améliorer le remplissage, le refroidissement et le contrôle du retrait | Porosité, retrait et déformation |
Angle de dépouille approprié | Aide la pièce à se démouler | Collage, marques d'arrachement et problèmes d'éjection |
Ccoins arrondis | Améliore l'écoulement du métal et réduit la concentration de contraintes | Fissures, reprises à froid ou coins faibles |
Nervures adaptées | Améliore la rigidité sans épaisseur de matériau excessive | Retrait ou mauvais support structurel |
Bossages raisonnables | Supporte les fonctionnalités de montage et de fixation | Zones de fixation faibles ou marques d'enfoncement |
Marge d'usinage | Laisse suffisamment de matériau pour les zones critiques usinées par CNC | Rebut, retouche ou mauvaise tolérance finale |
Marquage de surface cosmétique | Indique quelles faces nécessitent un meilleur contrôle d'apparence | Marques visibles de porte, d'éjecteur ou de ligne de joint |
Marquage de dimension critique | Identifie les dimensions qui affectent l'ajustement ou la fonction | Litiges d'inspection et échec d'assemblage |
Comment choisir les matériaux pour les pièces de moulage sous pression
La sélection des matériaux affecte l'ensemble du projet de pièces de moulage sous pression. Différents alliages influencent le poids, la résistance, la performance thermique, la conductivité, la résistance à l'usure, la finition de surface, la conception de l'outillage, le coût de l'usinage CNC et la stabilité de la production.
Les pièces de moulage sous pression en aluminium sont souvent utilisées pour les boîtiers légers, les supports, les pièces de dissipation thermique et les composants automobiles. Les pièces de moulage sous pression en zinc sont souvent utilisées pour les petites pièces de précision, les pièces décoratives, les connecteurs et la quincaillerie. Les pièces de moulage sous pression en cuivre sont souvent utilisées pour les pièces fonctionnelles conductrices, thermiques et résistantes à l'usure.
Orientation matérielle | Pièces de moulage sous pression adaptées | Préoccupation de l'acheteur |
|---|---|---|
Moulage sous pression en aluminium | Boîtiers, supports, pièces de dissipation thermique, pièces automobiles | Légèreté, résistance et coût de production |
Moulage sous pression en zinc | Petites pièces de précision, pièces décoratives, connecteurs, quincaillerie | Détail, apparence et stabilité dimensionnelle |
Moulage sous pression en cuivre | Pièces conductrices, pièces de transfert de chaleur, pièces industrielles durables | Conductivité, performance thermique et résistance à l'usure |
Service de moulage de métaux | Projets personnalisés avec des besoins matériels plus larges | Fabricabilité et capacité du fournisseur |
Comment l'outillage affecte les pièces de moulage sous pression
L'outillage affecte directement la qualité à long terme des pièces de moulage sous pression. La cavité du moule contrôle la forme de la pièce et sa reproductibilité. La conception de la porte affecte les marques d'écoulement et la qualité du remplissage. L'évent affecte le risque de porosité. Le refroidissement affecte le retrait et la stabilité dimensionnelle. Les éjecteurs affectent les surfaces visibles. Les lignes de joint affectent le polissage et le revêtement. La précision du moule affecte la marge d'usinage CNC.
Pour les acheteurs préparant une production à long terme, l'outillage pour les pièces de moulage sous pression ne doit pas être évalué uniquement par le prix de l'outillage. Un outil moins cher peut engendrer un coût à long terme plus élevé s'il provoque un taux de rebut élevé, des dimensions instables, des défauts de surface, un temps de cycle lent ou une maintenance fréquente.
Une meilleure évaluation de l'outillage devrait inclure la conception du moule, la durée de vie de l'outil, la qualité des échantillons d'essai, le taux de rebut, le temps de cycle, les besoins de maintenance et la stabilité de la production. Cela est particulièrement important pour les pièces de moulage sous pression personnalisées qui seront produites de manière répétée sur de nombreux lots.
Facteur d'outillage | Comment cela affecte les pièces de moulage sous pression | Risque pour l'acheteur si ignoré |
|---|---|---|
Cavité du moule | Contrôle la forme de la pièce et la reproductibilité | Variation dimensionnelle et mauvais ajustement |
Conception de la porte | Affecte la qualité du remplissage et les marques d'écoulement visibles | Reprises à froid, remplissage incomplet et défauts de surface |
Évent | Aide le gaz piégé à s'échapper pendant le moulage | Porosité et défauts internes |
Refroidissement | Contrôle la solidification et la stabilité dimensionnelle | Retrait, warpage et dimensions instables |
Éjecteurs | Aide à libérer la pièce du moule | Marques d'éjecteur sur les surfaces cosmétiques ou fonctionnelles |
Ligne de joint | Affecte les bavures, le polissage et la préparation au revêtement | Coût de finition supplémentaire et litiges d'apparence |
Précision du moule | Affecte les dimensions finales et la marge d'usinage | Stock insuffisant pour l'usinage ultérieur |
Comment l'usinage CNC améliore les pièces de moulage sous pression fonctionnelles
De nombreuses pièces de moulage sous pression ne nécessitent pas d'usinage CNC sur chaque surface. Cependant, les zones fonctionnelles ont souvent besoin d'un usinage postérieur pour répondre aux exigences finales de tolérance, d'assemblage, d'étanchéité ou de contact. Planifier ces zones tôt aide à contrôler les coûts et à réduire les risques de production.
Les zones usinées courantes incluent les trous filetés, les trous de montage, les faces d'étanchéité, les surfaces de référence, les surfaces de repérage, les alésages de roulement, les surfaces de contact conductrices et les zones d'assemblage à haute tolérance. Ces caractéristiques affectent souvent l'ajustement final, la fixation, l'étanchéité, la conductivité, le mouvement ou les résultats d'inspection.
Les acheteurs doivent définir l'usinage CNC pour les pièces de moulage sous pression dès l'étape de la demande de prix (RFQ). Ils doivent également clarifier quelles surfaces peuvent rester telles que moulées, quels trous doivent être filetés, quelles faces doivent être planes et quelles zones ne doivent pas avoir de bavures ou de déformations.
Zone d'usinage | Pourquoi cela peut nécessiter un usinage CNC | Point de planification pour l'acheteur |
|---|---|---|
Trous filetés | Les filetages nécessitent une profondeur, un pas et un alignement contrôlés | Définir la taille et la profondeur du filetage avant le devis |
Trous de montage | La position du trou affecte l'installation et l'ajustement | Marquer les emplacements de trous critiques sur le dessin |
Faces d'étanchéité | La planéité et la finition de surface affectent le contrôle des fuites | Spécifier les exigences de planéité et de finition de surface |
Surfaces de référence | Les références guident l'usinage et l'inspection | Confirmer le schéma de référence avant l'outillage |
Surfaces de repérage | Les fonctionnalités de positionnement contrôlent la reproductibilité de l'assemblage | Identifier clairement les surfaces de repérage |
Alésages de roulement | La rondeur et le diamètre peuvent nécessiter un contrôle strict | Confirmer la tolérance et la méthode d'inspection |
Surfaces de contact conductrices | Les faces de contact peuvent nécessiter une planéité et une propreté contrôlées | Important pour les pièces moulées sous pression conductrices |
Zones d'assemblage à haute tolérance | Le moulage seul peut ne pas répondre aux besoins d'ajustement de précision | Usiner uniquement les zones qui affectent la fonction |
Comment la finition de surface affecte les pièces de moulage sous pression
Differentes pièces de moulage sous pression nécessitent différentes normes de finition de surface. Un support fonctionnel caché peut seulement nécessiter un ébavurage, tandis qu'un couvercle de produit de consommation visible peut nécessiter un polissage, une peinture, une galvanisation, un revêtement en poudre, un vernis ou un revêtement protecteur.
Les acheteurs doivent séparer les surfaces cosmétiques, les surfaces fonctionnelles, les surfaces non visibles, les surfaces de contact, les surfaces usinées et les surfaces revêtues. Cela permet d'éviter une finition inutile sur les zones cachées tout en protégeant les surfaces qui affectent l'apparence, l'assemblage, la résistance à la corrosion ou l'acceptation par le client.
Les résultats de la finition de surface dépendent également de la qualité de coulée originale. Si la coulée présente de la porosité, des bavures importantes, du retrait, des marques d'écoulement ou une contamination de surface, le polissage ou le revêtement peut ne pas masquer complètement le défaut. Les exigences de surface doivent être discutées avant le début de l'outillage et de la production.
Type de zone de surface | Ce que les acheteurs doivent définir | Pourquoi c'est important |
|---|---|---|
Surfaces cosmétiques | Faces visibles et surfaces critiques pour l'apparence | Contrôle les normes de polissage, de revêtement et d'inspection |
Surfaces fonctionnelles | Zones d'étanchéité, de contact, de glissement ou de support de charge | Protège la performance de la pièce |
Surfaces non visibles | Zones cachées qui n'ont pas besoin d'une apparence premium | Réduit les coûts de finition inutiles |
Surfaces de contact | Zones qui touchent les pièces d'accouplement ou les utilisateurs | Améliore l'ajustement, la sensation au toucher et la durabilité |
Surfaces usinées | Zones finies par usinage CNC | Empêche les problèmes de revêtement ou de bavures sur les faces de précision |
Surfaces revêtues | Zones nécessitant de la peinture, de la galvanisation, du revêtement en poudre ou une protection | Améliore l'apparence, la résistance à la corrosion et la valeur du produit |
Comment contrôler la qualité des pièces de moulage sous pression en production
Le contrôle qualité des pièces de moulage sous pression en production doit se concentrer sur la cohérence des lots, et non seulement sur l'approbation des échantillons. Un premier échantillon peut passer l'inspection, mais la production à long terme nécessite également des dimensions stables, une qualité de surface contrôlée, des résultats d'usinage fiables, une finition cohérente et une protection d'emballage appropriée.
Les étapes importantes du contrôle qualité incluent l'inspection du premier article, les rapports dimensionnels, les normes de surface cosmétique, l'inspection de l'usinage, l'inspection de la finition de surface, les vérifications d'ajustement d'assemblage, le contrôle de la cohérence des lots, la maintenance de l'outillage, le suivi des défauts et la protection de l'emballage.
Pour les projets de production à long terme, les acheteurs doivent confirmer le plan d'inspection avant la production de masse. Cela aide à contrôler les dimensions critiques, les surfaces cosmétiques, les caractéristiques usinées, la qualité du revêtement et la cohérence de la livraison sur les lots.
Étape de contrôle qualité | Ce qu'il faut vérifier | Avantage pour l'acheteur |
|---|---|---|
Inspection du premier article | Dimensions initiales de l'échantillon, apparence et fonctionnalités | Confirme la readiness de la production |
Rapport dimensionnel | Dimensions critiques, zones de tolérance et relations de référence | Améliore l'ajustement et la confiance dans l'inspection |
Norme de surface cosmétique | Marques visibles, rayures, piqûres, défauts de revêtement et variation de couleur | Réduit les litiges d'apparence |
Inspection de l'usinage | Filetages, trous, faces d'étanchéité, références et zones à tolérance serrée | Améliore la fiabilité fonctionnelle |
Inspection de la finition de surface | Qualité du revêtement, de la galvanisation, de la peinture, du polissage et de la finition protectrice | Améliore la durabilité et l'acceptation par le client |
Vérification de l'ajustement d'assemblage | Ajustement avec les composants d'accouplement et condition d'installation finale | Réduit le risque d'échec d'assemblage |
Contrôle de la cohérence des lots | Stabilité dimensionnelle et cosmétique sur les lots de production | Soutient la fiabilité de l'approvisionnement à long terme |
Maintenance de l'outillage | Usure du moule, bavures, éclats, marques de surface et reproductibilité | Empêche la dérive de la qualité pendant la production |
Suivi des défauts | Porosité, retrait, bavures, défauts d'usinage et défauts de finition | Soutient les actions correctives |
Protection de l'emballage | Protection contre les rayures, les dommages au revêtement et la déformation | Améliore la qualité de la livraison |
Comment choisir un fournisseur pour les pièces de moulage sous pression
Le choix d'un fournisseur pour les pièces de moulage sous pression ne doit pas se baser uniquement sur le prix unitaire le plus bas. Les acheteurs doivent vérifier si le fournisseur peut soutenir le moulage de métaux personnalisé, la sélection des matériaux, l'outillage, l'usinage CNC, la finition de surface, la revue DFM, la validation des échantillons et le contrôle de la production par lots.
Un fournisseur qualifié devrait aider les acheteurs à comparer les orientations matérielles en aluminium, zinc et cuivre en fonction de la fonction du produit, du poids, de la résistance, de la conductivité, de l'apparence, du traitement de surface et de l'objectif de coût. Le fournisseur doit également comprendre comment les décisions concernant l'outillage, l'usinage et la finition affectent la stabilité de la production à long terme.
Neway soutient les projets de pièces de moulage sous pression nécessitant un service de moulage de métaux, des pièces de moulage sous pression en aluminium, des pièces de moulage sous pression en zinc, des pièces de moulage sous pression en cuivre, de l'outillage de moulage sous pression, de l'usinage CNC pour les pièces de moulage sous pression, de la finition de surface et un soutien à la production par lots. Pour les acheteurs s'approvisionnant en pièces de moulage sous pression personnalisées, une planification précoce du projet aide à réduire les risques de production et à améliorer la valeur de l'approvisionnement à long terme.
Capacité du fournisseur | Pourquoi les acheteurs doivent la vérifier | Ce que cela aide à prévenir |
|---|---|---|
Capacité de moulage de métaux personnalisé | Le fournisseur doit comprendre les différentes exigences des pièces de moulage sous pression | Mauvais processus ou sélection de matériau |
Évaluation des matériaux aluminium, zinc et cuivre | Differentes pièces nécessitent des priorités d'alliage différentes | Mauvais choix de matériau et inadéquation des coûts |
Fabrication d'outils et de matrices | L'outillage contrôle la qualité du moulage et la production répétée | Modifications de moule, rebut élevé et dimensions instables |
Soutien à l'usinage CNC | Les caractéristiques critiques peuvent nécessiter un usinage postérieur après le moulage | Échec d'assemblage et problèmes de tolérance |
Gestion du traitement de surface | La finition affecte l'apparence, la résistance à la corrosion et la valeur du produit | Rejet cosmétique et retouche de revêtement |
Suggestions DFM | La conception de la pièce doit être examinée avant l'outillage | Modification de l'outillage et échec des échantillons |
Soutien à la validation des échantillons | Les échantillons d'essai aident à confirmer les dimensions, l'apparence et l'assemblage | Risque de production de masse |
Contrôle de la cohérence des lots | Les projets à long terme nécessitent des dimensions, une finition et une livraison stables | Approvisionnement instable et dérive de la qualité |
Soutien à la production à long terme | Le fournisseur doit soutenir les commandes répétées et la maintenance de l'outillage | Interruption de production et augmentation du coût total |
FAQ


