Projet de charnière pour écouteurs Bluetooth sans fil Apple : Moulage sous pression et usinage CNC
Les charnières de précision compactes dans les écouteurs sans fil exigent un contrôle dimensionnel exceptionnel, une durabilité mécanique et un confort d'utilisation. Le moulage sous pression combiné à l'usinage CNC offre une solution évolutive pour fabriquer ces micro-composants avec des performances reproductibles sur de grands volumes de production.
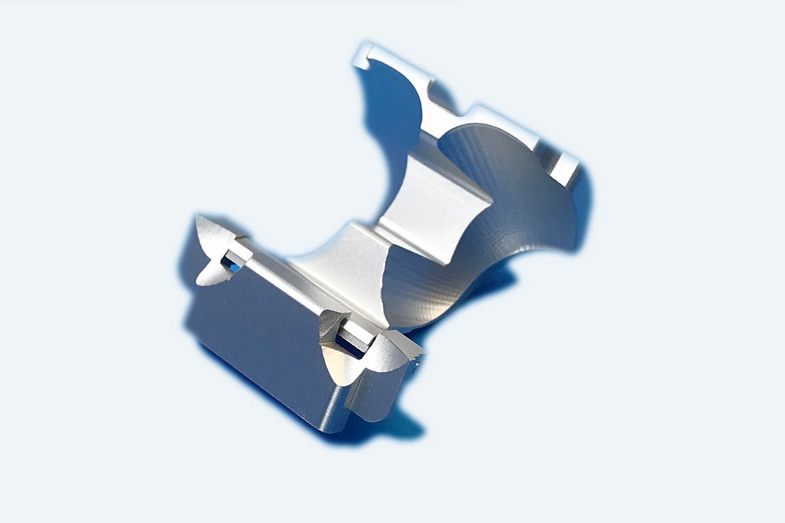
Ce projet présente le processus de développement et de fabrication d'ensembles de charnières en alliage de zinc utilisés dans les écouteurs Bluetooth sans fil. Il met en lumière le contrôle du moulage, la gestion des tolérances, la finition de surface et la validation de l'assemblage final, le tout conçu pour répondre aux normes strictes de l'électronique grand public.
Pourquoi le moulage sous pression de zinc pour les charnières micromécaniques ?
Le Zamak 3 et le Zamak 5 sont idéaux pour les micro-charnières en raison de leurs excellentes caractéristiques d'écoulement, de leur grande stabilité dimensionnelle et de leur résistance au fluage et à la fatigue. Ces alliages sont conformes aux normes ASTM B86 et offrent une coulabilité optimale pour des pièces de forme finale ou quasi-finale.
Spécifications des matériaux (Zamak 3 selon ASTM B240) :
Résistance à la traction : 283 MPa
Limite d'élasticité : 221 MPa
Allongement à la rupture : 7–10 %
Dureté : 82–85 HRB
Retrait linéaire : ~1,2 mm/m
Tolérance de moulage réalisable : ±0,03 mm (ISO 8062-CT5)
En savoir plus sur les propriétés et applications du Zamak 3 dans la production de composants miniatures en grande série.
Conception de moule pour la production de charnières de haute précision
La géométrie de la charnière comprenait un pivot cylindrique, un logement intégré de retenue de ressort et des languettes d'accouplement, nécessitant une grande précision positionnelle et une finition de surface sans défaut. L'outillage a été réalisé en acier à outils à haute dureté (H13), nitruré pour améliorer la résistance à l'usure.
Paramètres d'outillage :
Acier du moule : H13 (HRc 48–52), nitruré
Angle de dépouille : 1,0–1,5° pour les parois verticales
Rayon minimum : 0,3 mm aux transitions internes
Durée de vie prévue de l'outil : >150 000 cycles
Finition de la cavité : Ra ≤ 0,4 µm (polie optiquement pour les zones visuelles)
Découvrez nos capacités de fabrication d'outils et de matrices pour les micro-composants en zinc de précision dans l'électronique grand public.
Processus et contrôles de moulage sous pression
La production a été réalisée sur des machines de moulage sous pression de zinc à chambre chaude de 160 tonnes, utilisant des profils de tir programmables et une assistance par vide pour minimiser la turbulence et le piégeage de gaz. Des capteurs en ligne surveillaient en temps réel la pression de tir, le temps de cycle et la température du moule.
Spécifications du processus :
Vitesse de tir : 3,8–4,5 m/s
Temps de remplissage : ≤0,1 seconde
Température du moule : 200–220°C
Pression d'injection : 35–45 MPa
Variation du poids de tir : ≤2 %
Notre processus de moulage sous pression de zinc inclut des systèmes à vide et une validation par rayons X pour garantir l'intégrité structurelle interne des pièces mécaniques de précision.
Usinage CNC pour les tolérances fonctionnelles
Si le moulage sous pression produisait la forme finale, les surfaces critiques étaient finies à l'aide d'équipements CNC de précision, garantissant la compatibilité avec les goupilles à ajustement serré, les mécanismes à ressort et les angles de rotation de la charnière.
Normes de tolérance d'usinage (selon ISO 286-2) :
Tolérance du diamètre d'alésage : H6 (±0,006 mm pour Ø2–4 mm)
Tolérance de largeur de rainure : ±0,01 mm
Planéité des faces d'accouplement : ≤0,02 mm
Concentricité entre le pivot et le support : ≤0,015 mm
Finition de surface : Ra ≤ 0,4 µm (sur les interfaces fonctionnelles)
Consultez nos services d'usinage complémentaire utilisés pour finaliser des composants portables complexes à tolérances serrées.
Traitement de surface pour la résistance à l'usure et l'esthétique
Les interfaces de la charnière nécessitaient une sensation de douceur, une excellente résistance à la corrosion et une grande cohérence esthétique. Un processus de surface en deux étapes a été employé : finition en masse suivie d'un placage chimique au nickel (ENP).
Détails du traitement de surface :
Médias de finition : céramique, 3 mm ; durée : 2 heures
Type de placage : ENP, selon ASTM B733
Épaisseur du placage : 5–8 µm
Dureté de surface : ~500 HV
Résistance aux brouillards salins : >96 heures (selon ASTM B117)
D'autres options telles que la peinture en poudre pour finition esthétique ou l'anodisation pour protection contre la corrosion sont également disponibles pour d'autres gammes de produits.
Assemblage final, tests et conditionnement
Chaque charnière a subi une validation de durabilité et des tests de simulation fonctionnelle en tant que pièce mécanique interactive pour l'utilisateur. Des équipements automatisés ont effectué des mesures de cyclage de couple et de réponse du ressort.
Protocole d'assurance qualité :
Inspection du premier article (FAI) avec validation GD&T
Test de durée de vie : 5 000 rotations de la charnière, variation de frottement <5 %
Inspection visuelle sous un éclairage uniforme de 600 lux
Marquage laser pour la traçabilité des lots
Certification des matériaux conformes aux normes RoHS et REACH
Tous les composants ont été conditionnés à l'aide de doublures antistatiques et de plateaux anti-abrasion. Notre flux de production tout-en-un garantit un service complet du moulage à la finition et à la logistique.
FAQ
Pourquoi le Zamak 3 est-il préféré aux autres alliages pour les composants de charnière d'écouteurs à micro-échelle ?
Quelles tolérances dimensionnelles sont réalisables dans les assemblages miniatures moulés sous pression et usinés ?
Comment le placage chimique au nickel est-il appliqué et validé sur les pièces en zinc ?
Quelles normes de test sont suivies pour les performances des charnières mécaniques ?
Comment la traçabilité des lots est-elle maintenue pour les petits composants moulés en grande série ?



