圧鋳アルミニウム部品が軽量製品設計をサポートする方法

圧鋳アルミニウム部品が軽量製品設計をサポートする方法
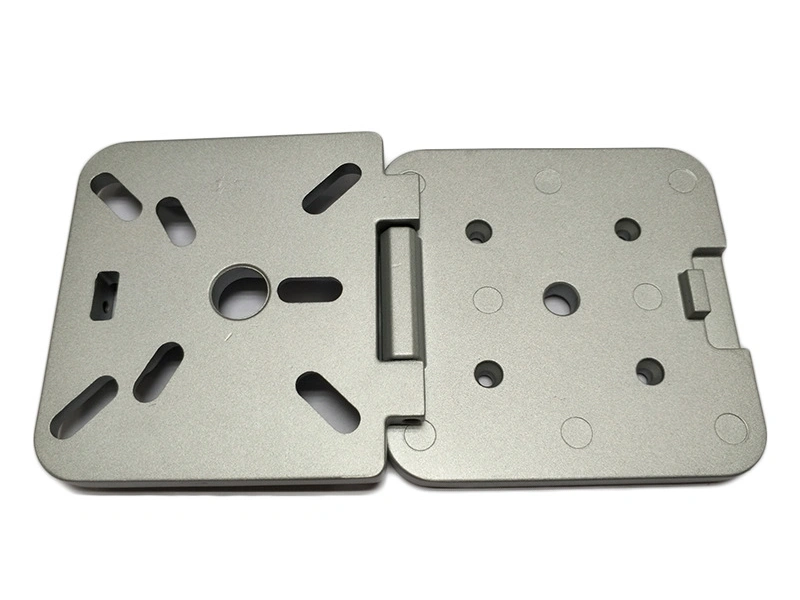
圧鋳アルミニウム部品は、購入者が安定した寸法、統合された機能、スケーラブルな生産を備えた軽量金属構造を必要とする場合に広く使用されています。これらは、自動車用ハウジング、電子機器用エンクロージャー、照明用ハウジング、ヒートシンク用ハウジング、モーターカバー、ポンプ本体、取り付けブラケット、構造用カバー、産業機器部品、および消費財用ハウジングで一般的です。
製品設計チームにとって、圧鋳アルミニウム部品は単に機械加工されたアルミニウムの代用品ではありません。購入者は、リブ、ボス、取り付け点、カバー、ハウジング、機能面を 1 つの生産部品に統合することができます。これにより、組立工程を削減し、バッチの再現性をサポートし、設計が安定している場合に長期的な製造コストの制御に役立ちます。
成功するアルミニウム圧鋳プロジェクトでは、軽量構造、放熱、強度、金型の実現可能性、CNC 機械加工の必要性、表面仕上げ、生産検証のバランスを取る必要があります。これらの要素を金型製作前に検討することで、購入者は設計変更、機械加工の手直し、表面欠陥、バッチ生産のリスクを低減できます。
購入者が製品設計に圧鋳アルミニウム部品を使用する理由
購入者が圧鋳アルミニウム部品を使用するのは、軽量金属の性能と複雑な形状、安定した生産を組み合わせることができるからです。無垢のアルミニウムからすべての特徴を機械加工する場合と比較して、圧鋳は工具を通じて主構造を形成し、重要な領域のみを CNC 機械加工に残すことができます。
これにより、アルミニウム圧鋳は、金属強度、重量軽減、統合された取り付け機能、仕上げられた表面、中〜大量生産を必要とする製品に有用になります。また、元の鋳造品質が適切に管理されていれば、研磨、塗装、粉末塗装、その他の表面処理もサポートできます。
圧鋳部品を調達する購入者にとって、圧鋳アルミニウム部品の価値は、製品設計の柔軟性と再現性のある製造を組み合わせることから生まれます。
アプリケーション | 圧鋳アルミニウムが適合する理由 | 購入者の懸念 |
|---|---|---|
自動車用ハウジング | 軽量構造と安定した生産をサポート | 強度、重量、バッチの一貫性 |
電子機器用エンクロージャー | 保護、外観、統合された取り付け機能を提供 | 寸法安定性と表面仕上げ |
照明用ハウジング | 熱制御、構造、仕上げられた外観をサポート | 熱性能とコーティング品質 |
ヒートシンク用ハウジング | 冷却リブと接触面を統合可能 | 放熱と CNC 機械加工精度 |
モーターカバー | 金属保護と再現性のある組立機能をサポート | 平面度、穴、シール面 |
ポンプ本体 | 機械加工された機能領域を持つ複雑な本体を形成可能 | シール面、ねじ、検査 |
取り付けブラケット | リブ、ボス、取り付け穴を 1 つの部品に統合 | 荷重支持強度と穴位置 |
産業機器部品 | 生産用の耐久性のあるカスタム金属構造をサポート | 長期的な供給と品質安定性 |
圧鋳アルミニウム部品が機能を損なわずに重量を軽減する方法
軽量設計とは、単にすべての壁を薄くすることではありません。圧鋳アルミニウム部品は、不必要な材料を削減しつつ、強度、剛性、組立精度、鋳造安定性を維持するバランスの取れた構造が必要です。
購入者は、工具製作前に、肉厚、リブ設計、隅半径、ボス位置、取り付け穴の配置、荷重支持領域、放熱領域、組立基準面を検討すべきです。これらの特徴は、製品性能と製造可能性の両方に影響します。
DFM(製造可能性設計)レビューなしに重量軽減を極端に進めると、部品は局所的な収縮、変形、弱い組立領域、CNC 機械加工後の寸法不安定、より多くの表面仕上げの問題に苦しむ可能性があります。より良い設計は、リブ、ボス、制御された肉厚を使用して、部品を機能的に保ちながら重量を軽減します。
軽量設計領域 | 購入者が確認すべき事項 | 無視した場合のリスク |
|---|---|---|
肉厚 | 可能な限り合理的で一貫した厚さを使用 | 収縮、気孔、または弱い領域 |
リブ設計 | 局所断面を厚くしすぎずに剛性を追加 | 流動不良、引け巣、または局所的な収縮 |
隅半径 | 金属流動をサポートし応力を低減するために適切な半径を使用 | 冷じわ、ひび割れ、または弱い角 |
ボス位置 | 厚いホットスポットを作成せずに締結をサポートするようにボスを配置 | 収縮とねじ強度の低下 |
取り付け穴の配置 | 組立荷重と機械加工へのアクセスを考慮して穴を計画 | 位置ずれと後工程機械加工コストの増加 |
荷重支持領域 | 強度が必要な場所のみを補強 | 過剰な重量設計または弱い機能ゾーン |
組立基準面 | 工具製作と機械加工前に基準領域を定義 | 不安定な機械加工と組立バラつき |
放熱が圧鋳アルミニウム部品設計に与える影響
放熱は、購入者が照明用ハウジング、電子機器用エンクロージャー、モーターカバー、ヒートシンク用ハウジング、熱構造用に圧鋳アルミニウム部品を選択する理由の 1 つです。アルミニウムは軽量構造と熱性能をサポートできますが、部品設計は熱流、鋳造安定性、後の機械加工ニーズのバランスを取る必要があります。
ヒートシンク機能、冷却リブ、取り付け面は慎重に設計する必要があります。リブを増やすと表面積が増加しますが、リブが薄すぎたり、深すぎたり、位置が悪かったりすると、金型充填の問題を引き起こす可能性があります。別の部品に熱を伝達する接触面も、平面度と安定した組立のために CNC 機械加工が必要になる場合があります。
表面仕上げも考慮すべきです。外観や耐食性のために塗装、粉末塗装、保護コーティングが必要になる場合がありますが、購入者は仕上げが熱性能、表面品質、または組立要件に影響を与えるかどうかを確認する必要があります。
設計領域 | 重要な理由 | 購入者の懸念 |
|---|---|---|
肉厚 | 熱流と鋳造安定性に影響 | 収縮と弱い領域を回避 |
冷却リブ | 放熱のための表面積を増加 | 放熱と金型充填のバランス |
取り付け面 | 部品を他のコンポーネントに接続 | CNC 機械加工が必要になる場合あり |
材料選択 | 熱性能と生産安定性に影響 | 製品環境に適合 |
表面仕上げ | 外観、保護、場合によっては熱挙動に影響 | コーティングと機能を確認 |
リブ、ボス、取り付け機能が生産に与える影響
圧鋳アルミニウム部品は、複数の機能構造を 1 つのコンポーネントに統合することがよくあります。リブは剛性を向上させ、ボスはねじや組立をサポートし、取り付け機能は部品を他のコンポーネントに接続するのに役立ちます。これらの構造は組立工程を削減できますが、鋳造と機械加工を考慮して設計する必要があります。
リブは剛性を向上させることができますが、不適切なリブ設計は収縮や充填リスクを増大させる可能性があります。ボスは締結をサポートできますが、局所的な厚い断面は品質問題を引き起こす可能性があります。取り付け機能には、特に穴、ねじ、平面度制御面が必要な場合に、CNC 機械加工のための十分な材料が必要です。
これらの特徴は鋳造と組立の両方に影響するため、購入者は圧鋳アルミニウム部品の工具製作が始まる前に、DFM レビュー中にこれらを確認すべきです。
特徴 | 生産価値 | 計画リスク |
|---|---|---|
リブ | 部品全体を重くせずに剛性を向上 | 設計が悪いと充填または収縮の問題を引き起こす可能性 |
ボス | ねじ、インサート、組立点をサポート | 厚い断面と局所的な収縮を作成する可能性 |
取り付け機能 | 部品を他のコンポーネントに接続するのに役立つ | 機械加工余裕と公差計画が必要 |
穴 | 締結、位置決め、または組立をサポート | 鋳造後にドリル加工、タップ加工、またはボーリング加工が必要になる場合あり |
ねじ | 締結機能を提供 | 通常、圧鋳後に CNC 機械加工が必要 |
組立基準面 | 部品が他のコンポーネントとどのように適合するかを制御 | 工具製作前に公差と機械加工計画が必要 |
圧鋳アルミニウム部品の重要公差を計画する方法
購入者は、圧鋳アルミニウム部品のすべての寸法に厳しい公差を設定すべきではありません。過度に厳しい公差は、製品の実際の機能を改善することなく、CNC 機械加工時間、検査コスト、治具の複雑さ、生産の手直しを増加させる可能性があります。
重要公差は、取り付け穴、ねじ穴、シール面、基準面、軸受穴、位置決め特徴、組立インターフェース、平面度制御領域に焦点を当てるべきです。重要でない領域は、しばしば鋳造ままの状態か、通常の鋳造公差を使用できます。
圧鋳アルミニウム部品の CNC 機械加工の場合、購入者は精度を必要とする機能領域のみをマークすべきです。これにより、コストを制御しながら、適合性、シール性、組立性能を安定させることができます。
重要領域 | 厳密な制御が必要な理由 | コスト制御ポイント |
|---|---|---|
取り付け穴 | 穴の位置は設置と整列に影響 | 組立に影響する穴のみを機械加工 |
ねじ穴 | ねじは制御された深さ、ピッチ、整列が必要 | 見積もり前にねじ要件を定義 |
シール面 | 平面度と表面仕上げは漏れ制御に影響 | シールが必要な場所にのみ平面度を適用 |
基準面 | 基準は機械加工、検査、組立をガイド | 工具製作前に基準方案を確認 |
軸受穴 | 真円度と直径は適合と動きに影響 | 機能 bore 領域に CNC 機械加工を使用 |
位置決め特徴 | 位置決め面は再現性のある組立を制御 | 非機能面は鋳造ままの状態を維持 |
組立インターフェース | 嵌合領域は最終製品の適合性に影響 | 機能インターフェースに検査を集中 |
平面度制御領域 | 鋳造のみでは厳格な平面度を満たさない場合あり | 隠れた重要でない領域に平面度を適用しない |
圧鋳アルミニウム部品対完全 CNC 機械加工アルミニウム部品
購入者はしばしば圧鋳アルミニウム部品と完全 CNC 機械加工アルミニウム部品を比較します。適切なオプションは、生産量、部品の複雑さ、精度ニーズ、工具予算、長期的なコスト目標によって異なります。
プロジェクトが少数のプロトタイプまたは低ボリューム部品のみを必要とする場合、圧鋳工具が不要であるため、無垢のアルミニウムからの CNC 機械加工の方が迅速で簡単である場合があります。製品に安定した需要と複雑な形状がある場合、圧鋳プラス CNC 機械加工は通常、より良い長期的なコスト制御を提供できます。
一般的な生産戦略は、圧鋳を使用して部品の大まかな形状を形成し、CNC 機械加工を穴、ねじ、シール面、基準、その他の機能精度領域のみに使用することです。このアプローチは、コスト、機能、バッチ品質のバランスを取ることができます。
オプション | 最適な用途 | 購入者の懸念 |
|---|---|---|
圧鋳アルミニウム部品 | 中〜大量の複雑な部品 | 工具投資と生産安定性 |
完全 CNC 機械加工アルミニウム部品 | プロトタイプ、低ボリューム部品、高精度な無垢部品 | 複雑な生産における高いユニットコスト |
圧鋳プラス CNC 機械加工 | 機能精度領域を持つ生産部品 | コスト、機能、バッチ品質のバランス |
材料と工程ルートを比較する購入者は、小型の精密部品については亜鉛圧鋳部品を、導電性または機能性コンポーネントについては銅圧鋳部品も検討できます。
工具が圧鋳アルミニウム部品の性能に与える影響
工具は圧鋳アルミニウム部品の性能における核心的な要因です。これは、充填安定性、気孔リスク、収縮リスク、バリと毛羽立ち、パーティングライン位置、エジェクターピン痕、機械加工余裕、表面仕上げ品質、寸法再現性、生産サイクル時間に影響します。
購入者にとって、工具は単純な金型費として扱われるべきではありません。金型設計は、サンプル承認、バッチ安定性、CNC 機械加工の成功、表面仕上げ品質、長期的な生産コストに影響します。
適格なメーカーは、工具・金型製作が始まる前に、金型構造、ゲート設計、ベント、冷却、エジェクター配置、パーティングライン、機械加工余裕、化粧面を検討すべきです。これにより、金型修正と生産不安定性を低減できます。
工具要因 | 圧鋳アルミニウム部品への影響 | 無視した場合の購入者リスク |
|---|---|---|
充填安定性 | アルミニウムが薄く複雑な領域を適切に充填するかどうかを制御 | 充填不足、冷じわ、弱い領域 |
気孔リスク | ベント、流路、工程制御に依存 | 機械加工または仕上げ後に気孔が露出 |
収縮リスク | 肉厚、冷却、ホットスポット制御に依存 | 内部欠陥と表面痕 |
バリと毛羽立ち | 金型適合、パーティングライン、工具摩耗に関連 | 追加のバリ取りと組立問題 |
エジェクターピン痕 | エジェクター配置と部品離型力に影響 | 化粧面上に見える痕 |
機械加工余裕 | 鋳造後に穴、面、基準のための材料を残す | スクラップまたは最終公差の不良 |
寸法再現性 | 金型精度、冷却、工程安定性に依存 | バッチバラつきと検査不合格 |
生産サイクル時間 | 工具設計は冷却と射出効率に影響 | 高いユニットコストと納期遅延 |
目視可能な圧鋳アルミニウム部品を検証する方法
目視可能な圧鋳アルミニウム部品には、寸法承認以上のものが必要です。部品が顧客向けのハウジング、カバー、照明部品、エンクロージャー、または構造的な外観部品として使用される場合、購入者は化粧面、パーティングライン位置、エジェクターピン痕、ゲート除去痕、研磨結果、コーティングまたは塗装結果、色の一貫性、表面粗さ、許容欠陥基準、包装保護を検証すべきです。
外観部品は、サンプル写真のみで承認すべきではありません。購入者とメーカーは、バッチ検査中に使用できる再現性のある表面基準を作成すべきです。これにより、量産開始後の主観的な紛争を低減できます。
カスタム圧鋳金属部品の場合、目視表面の検証は、工具製作、バリ取り、研磨、コーティング、塗装、検査、包装と連携させる必要があります。これらのステップが整合していない場合、最初のサンプルは許容範囲に見えるかもしれませんが、後のバッチは一貫性がなくなる可能性があります。
目視部品検証項目 | 購入者が確認すべき事項 | 重要な理由 |
|---|---|---|
化粧面 | どの面が目視可能または外観上重要か | 工具製作、研磨、検査計画をガイド |
パーティングライン位置 | パーティングラインが重要な目視領域に表示されるかどうか | 外観に関する苦情を低減 |
エジェクターピン痕 | エジェクター痕が目視面または組立面に影響するかどうか | 化粧的および機能的受入を改善 |
ゲート除去痕 | トリミングまたは研削痕が見えるかどうか | 研磨と表面仕上げ品質を制御 |
研磨結果 | 研磨後の表面平滑度と一貫性 | 目視表面品質を改善 |
コーティングまたは塗装結果 | 色、被覆、密着性、表面欠陥 | 最終製品の受入を改善 |
色の一貫性 | サンプルとバッチ間の色合わせ | 顧客向け外観バラつきを低減 |
許容欠陥基準 | 許可される傷、ピット、痕、気孔、色バラつき | 明確なバッチ検査基準を作成 |
包装保護 | 傷、へこみ、コーティング損傷からの保護 | 配送中の仕上げ外観を維持 |
FAQ
