Dirak ロックシステムアクセサリーとロックシリンダー金属鋳造供給
産業用およびエンクロージャー用ロックシステムには、機械的強度と寸法精度の両方を提供するハードウェアが必要です。金属鋳造により、精密で耐タンパー性のあるロック部品のスケーラブルな生産が可能になります。
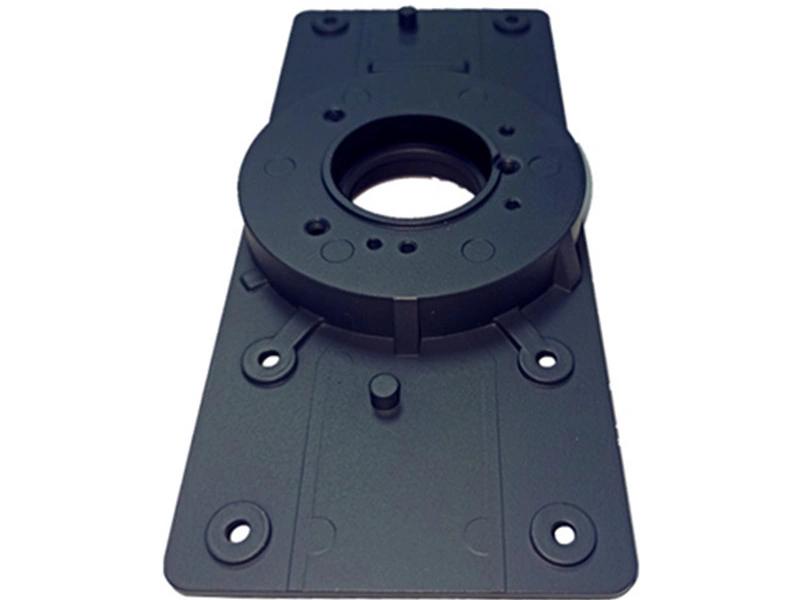
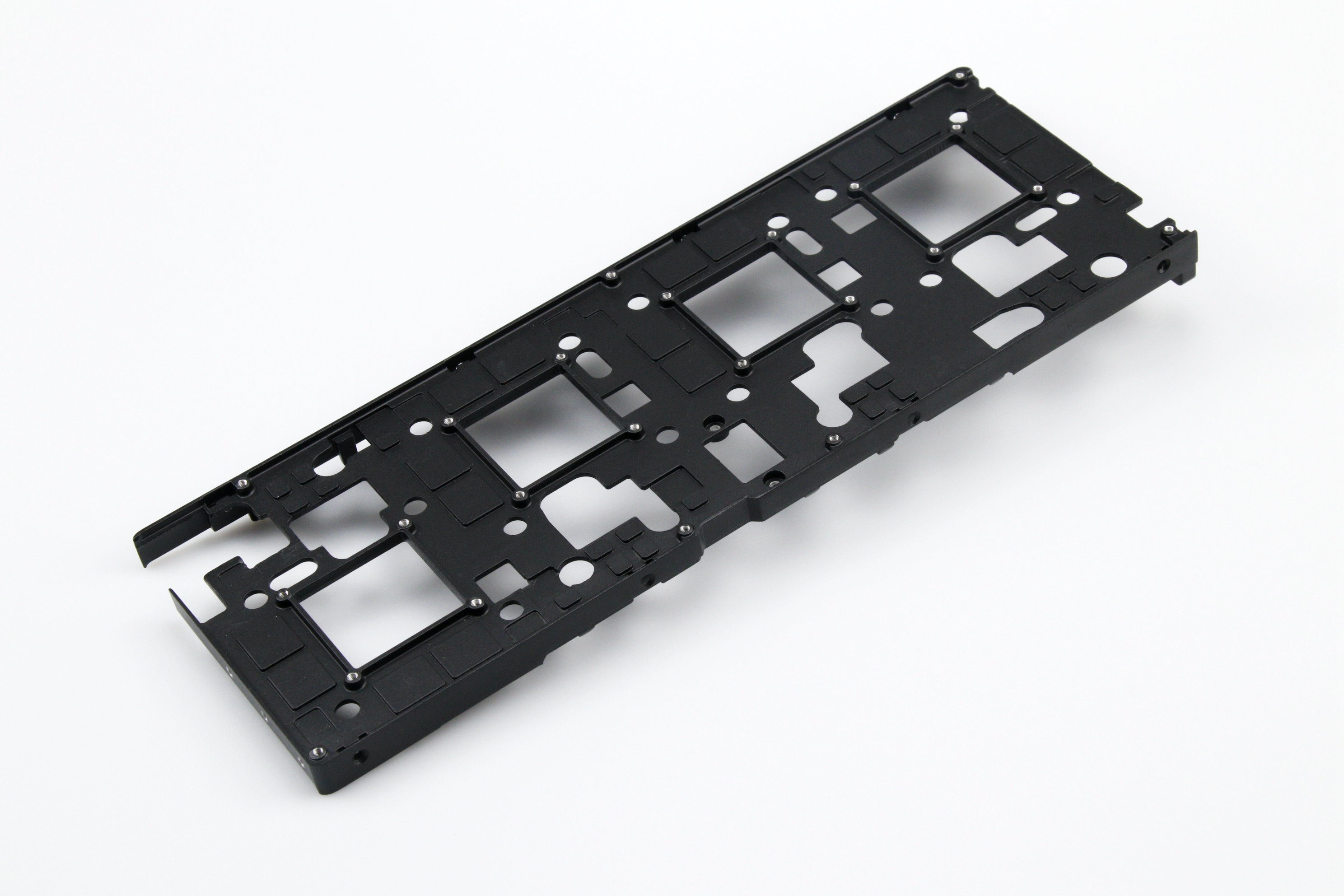
このケーススタディでは、亜鉛とアルミニウムのダイカストを用いて、ロックシリンダー、カムレバー、ハウジングカバーを製造しています。これらは、セキュリティが重要な用途において、フィット性、耐食性、長寿命に最適化されています。
ロック機構のための合金選定
シリンダー、カム、回転ラッチカバーなどのロック部品は、必要な強度、被削性、表面仕上げに基づいて選定されたZamak 5亜鉛合金とA380アルミニウム合金を用いて鋳造されました。
材料性能比較
特性 | Zamak 5 亜鉛合金 | A380 アルミニウム合金 |
|---|---|---|
引張強さ (MPa) | ~295 | 310 |
破断伸び (%) | ~7.5 | ~3.5 |
被削性 | 優れた | 良好 |
表面仕上げ可能性 | 高輝度研磨可能 | 中程度 |
耐食性 | 中程度 | 陽極酸化処理で高い |
典型的な用途 | シリンダー、カム | ロックハウジング |
エンクロージャーハードウェアへの合金の適合性については、当社の亜鉛合金ダイカストサービスとアルミニウム高圧ダイカスト能力をご覧ください。
円筒部品の金型設計
シリンダーおよびコアの金型には、厳密な真円度公差、真直なボア、パーティングラインの管理が必要です。精密なスライドコアとマイクロベンティングを使用して、内部駆動部の清浄なプロファイルとシャープなエッジを確保しました。
金型仕様:
金型鋼材: H13、窒化処理、Ra ≤ 0.8 µm
エジェクションシステム: ストリッパープレートと押しピン
真円度制御: ≤0.02 mm の偏差
金型サイクルタイム: 35–45 秒
精密円筒ロック部品のための当社の金型製作能力をご確認ください。
ダイカストと寸法安定性
部品の複雑さとバッチサイズに応じて、冷室式アルミニウムダイカストマシンと熱室式亜鉛ダイカストマシンが使用されました。サーボ制御射出と真空排気により、乱流と気孔率が低減されました。
鋳造パラメータ:
肉厚: 1.5–3.0 mm
公差クラス: ISO 8062 CT5–CT6
充填時間: <0.2 秒
射出圧力: 最大 120 MPa
気孔率レベル: ≤0.5% (ASTM E505 X線検査による検証)
機械的負荷のかかるロックアセンブリのための当社の金属鋳造プロセス制御について詳しくはこちら。
機能特徴のための機械加工
重要な後加工特徴には、キー溝、カム切り欠き、取付ねじ、ダウ穴が含まれます。これらの加工は、自動化された部品姿勢制御と工程内測定を備えた4軸マシニングセンタで実行されました。
機械加工工程:
ボア公差: H7 (±0.015 mm)
ねじ切り: M3–M6 内ねじ (ISO メートル)
スロットフライス加工: ±0.02 mm 位置公差
嵌合面の平面度: ≤0.05 mm
当社の後加工サービスは、ロックとラッチのインターフェースの公差達成を保証します。
表面処理と耐食性
Zamak部品にはサテンニッケルまたはクロムめっきが施され、アルミニウムハウジングには陽極酸化処理が施されました。エンクロージャーの色基準に基づき、オプションで粉体塗装も適用されました。
表面仕上げ仕様:
ニッケルめっき: 5–10 µm、ASTM B456
クロムめっき: ミラー仕上げまたはマット仕上げ
陽極酸化処理 (タイプII): 10–15 µm、染色またはクリア
粉体塗装: 70–90 µm、RAL準拠
産業用ロック部品のための当社の表面仕上げソリューションの全範囲をご覧ください。
組立、試験、納品
仕上げ後、部品は機能的なロックサブユニットに組立てられるか、個別の精密部品として梱包されました。検査には、キー回転トルク試験、ねじゲージ検査、めっき密着性検証が含まれました。
組立と品質保証:
トルク試験: ≤0.4 Nm 回転抵抗
ねじ検査: 合格/不合格ゲージ、ISO 1502
密着性: ASTM D3359 (5B合格)
梱包: 傷防止ライナーとESDパウチ
当社のワンストップ製造サービスは、セキュアな部品統合のための鋳造、機械加工、仕上げ、サブアセンブリをカバーします。
よくある質問
高公差ロックシリンダー製造に最も適した材料は何ですか?
厳密なボアおよびピン公差を確保するために、ロック部品はどのように鋳造されますか?
耐久性と耐食性の両方を提供する仕上げプロセスは何ですか?
鋳造ロックアセンブリにおける回転トルクはどのように検証されますか?
後加工されたカムスロットとピンボアに必要な公差は何ですか?