アルミニウム鋳造部品がバイヤーのコストとパフォーマンスのバランスをどのように支援するか
アルミニウム鋳造部品がバイヤーのコストとパフォーマンスのバランスをどのように支援するか
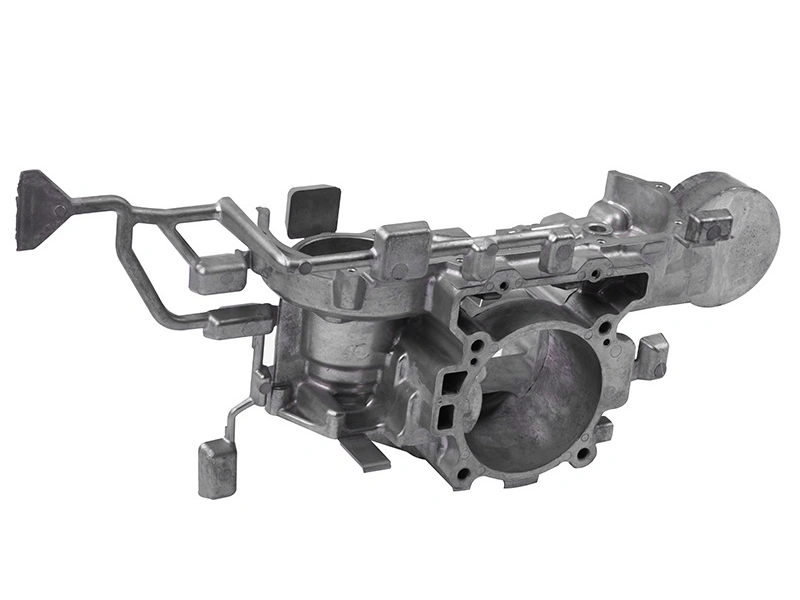
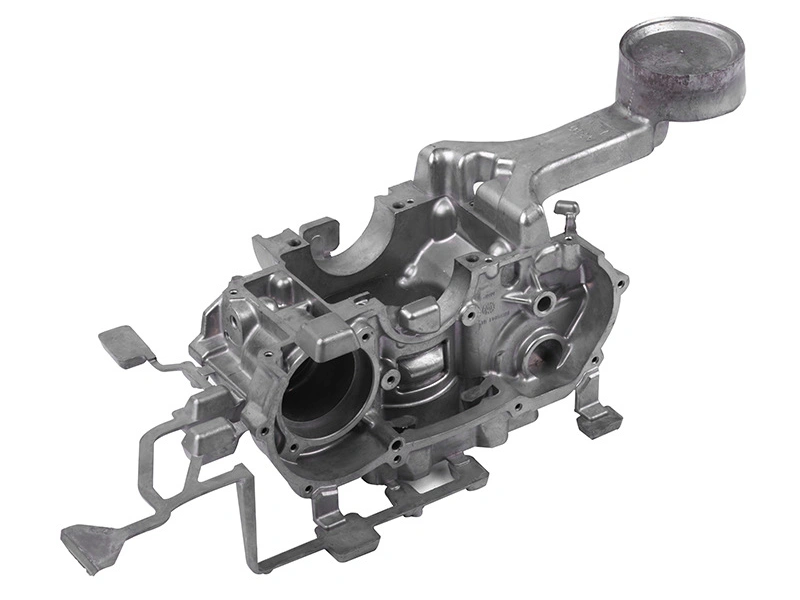
アルミニウム鋳造部品は、バイヤーが強度、コスト、表面仕上げ、生産安定性のバランスが取れた軽量金属部品を生産するのに役立ちます。これらは、ハウジング、カバー、ブラケット、構造部品、照明部品、電子機器用エンクロージャー、モーターカバー、ポンプボディ、その他のカスタムアルミニウム生産部品に使用されます。
バイヤーにとって、アルミニウム鋳造部品を選択する理由は、単にアルミニウムが軽量であるからだけではありません。真の判断基準は、部品設計、生産数量、金型投資、CNC 加工の必要性、表面仕上げ要件、および長期的な発注計画が、アルミニウムダイカスト工程に適しているかどうかです。
成功するプロジェクトは、製品性能と製造可能性を結びつける必要があります。バイヤーが早期に形状、数量、金型戦略、重要な公差、加工エリア、表面基準を確認すれば、アルミニウム鋳造部品はより良いコスト管理とより安定した生産をサポートできます。
アルミニウム鋳造部品がダイカストに適するのはどのような場合か?
アルミニウム鋳造部品は、プロジェクトが中〜大量生産、複雑な形状、安定した寸法、軽量金属構造を必要とする場合に、ダイカストに適しています。部品にハウジング、カバー、ブラケット、リブ、ボス、取り付け機能、または統合された機能構造が含まれる場合、ダイカストは特に有用です。
部品に局所的な CNC 加工、研磨、塗装、粉体塗装、または長期的な安定供給が必要な場合、バイヤーはアルミニウムダイカストを検討すべきです。この工程は主形状を効率的に成形し、後加工のために主要な機能エリアのみを残すことができます。
ただし、数量が非常に少ない場合、設計がまだ変更されている場合、すべての表面に高精度な CNC 加工が必要な場合、製品がまだ初期テスト段階にある場合、または年間需要が金型コストを正当化できない場合は、ダイカストが最初のステップとして最適ではない可能性があります。
プロジェクト条件 | ダイカストの適性 | バイヤーの判断ポイント |
|---|---|---|
中〜大量生産 | 適している | 金型コストを繰り返し発注で分散可能 |
複雑なハウジング、カバー、またはブラケット | 適している | ダイカストは統合構造を効率的に成形可能 |
軽量金属構造が必要 | 適している | アルミニウムは有用な強度を維持しながら重量を削減 |
局所的な CNC 加工が必要 | 適している | 鋳造後に機能エリアのみを加工 |
非常に少量 | 通常は不適 | CNC 加工または試作サンプルがまず検討すべき |
設計が頻繁に変更される | 準備不足 | 設計が安定するまで金型製作を待つべき |
すべての表面に高精度な CNC 加工が必要 | 要レビュー | 全面加工により鋳造のコスト優位性が失われる可能性 |
バイヤーはアルミニウム鋳造部品を生産数量にどのように合わせるべきか
生産数量は、アルミニウム鋳造部品の製造方法を選択する際の最も重要な要素の一つです。バイヤーは初回発注数量だけでなく、将来の年間需要、繰り返し発注の安定性、設計の成熟度、長期的なコスト目標も考慮すべきです。
プロジェクトがまだ初期のプロトタイプまたは設計検証段階にある場合、CNC 加工または試作サンプルの方が柔軟性が高い場合があります。製品に安定した需要と繰り返し発注がある場合、アルミニウムダイカストは金型投資とより短い生産サイクルを通じて長期的な単価を削減できます。
カスタム金属鋳造プロジェクトの場合、最適な工程ルートは現在の検証ニーズと将来の生産計画の両方に適合する必要があります。
生産ステージ | 適切な方法 | バイヤーの懸念事項 |
|---|---|---|
初期プロトタイプ | CNC 加工または試作サンプル | 迅速な検証 |
設計検証 | サンプルまたは試作生産 | 嵌合と機能の確認 |
低〜中数量 | 金型投資を慎重に評価 | コストと柔軟性のバランス |
安定した量産 | アルミニウムダイカスト | 長期的な単価削減 |
長期的な繰り返し発注 | 生産用金型 plus 加工 | 品質と納期の管理 |
アルミニウム鋳造部品が重量、強度、コストをどのようにバランスさせるか
アルミニウム鋳造部品の価値は、軽量設計、構造強度、熱性能、成形効率、後加工コスト、表面処理コスト、バッチの一貫性をバランスさせる能力にあります。
バイヤーは 2 つの一般的なミスを避けるべきです。1 つ目は、金型の安定性、スクラップリスク、手直しコストを考慮せずに最低単価を選択することです。2 つ目は、過度に軽量設計を追求することで、肉薄部の脆弱化、組立強度の低下、寸法不安定、または表面欠陥を引き起こすことです。
より良いアプローチは、合理的な肉厚、リブ、ボス、隅半径、取り付け機能、明確な機能面を備えたアルミニウム鋳造部品を設計することです。これにより、生産信頼性を損なうことなく部品を軽量に保つことができます。
バランス領域 | バイヤーの目標 | バランスが取れていない場合のリスク |
|---|---|---|
軽量設計 | 不要な材料と製品重量を削減 | 薄肉部の脆弱化、変形、または組立強度の低下 |
構造強度 | 必要な場所にリブ、ボス、局所補強を使用 | 割れ、取り付け点の脆弱化、または耐久性の低下 |
熱性能 | 熱流、冷却リブ、またはヒートシンク構造をサポート | 熱制御の不備または製品性能の不安定 |
金型の安定性 | 再現性のある鋳造をサポートしスクラップリスクを低減 | サンプル不良、手直し、総コスト増 |
CNC 加工コスト | 主要な機能エリアのみを加工 | 過剰な加工時間と検査コスト |
表面処理コスト | 外観または保護が必要な表面のみ仕上げ | 不要な研磨、コーティング、または手直しコスト |
部品形状がアルミニウム鋳造部品の品質に与える影響
部品形状はアルミニウム鋳造部品の品質に直接影響します。肉厚、リブ、ボス、隅半径、抜き勾配、穴位置、取り付け面、シール面、化粧面、加工余裕は、金型製作前にレビューする必要があります。
構造がアルミニウムダイカストに適していない場合、プロジェクトは収縮、気孔、反り、バリ、加工の困難さ、コーティング欠陥、または組立問題に直面する可能性があります。これらの問題は、金型製作後に解決すると通常より高額になります。
DFM(製造可能性評価)レビューは、バイヤーが金型製作前に部品形状を改善するのに役立ちます。目的はすべての部品を簡素化することではなく、設計を一貫して鋳造、加工、仕上げ、検査しやすくすることです。
形状要因 | 重要な理由 | 考えられるリスク |
|---|---|---|
肉厚 | 充填、収縮、冷却安定性に影響 | 収縮、気孔、または脆弱部 |
リブ | 重量を増やしすぎずに剛性を向上 | 設計不良による流動不良または局所収縮 |
ボス | ネジ、インサート、取り付け機能をサポート | 厚肉部のヒートスポットと締結部の脆弱化 |
隅半径 | 金属流動を改善し応力集中を低減 | コールドショット、割れ、または角部の脆弱化 |
抜き勾配 | 金型からの部品取り出しを支援 | 張り付き、引きずり跡、 ejector 問題 |
穴位置 | 鋳造の実現性と加工戦略に影響 | 加工コスト増または組立問題 |
シール面 | 平面度と表面仕上げの制御が必要になる場合あり | 組立後の漏れまたは接触不良 |
化粧面 | ゲート、エジェクター、パーティングラインの計画が必要 | 目立つ跡とコーティング欠陥 |
加工余裕 | 最終 CNC 加工用の材料を確保 | スクラップ、手直し、または最終公差不良 |
金型がアルミニウム鋳造部品のコスト構造をどのように変化させるか
金型はアルミニウム鋳造部品のコスト構造を変化させます。金型がない場合、バイヤーは単価の高い CNC 加工やその他の柔軟な方法に依存する可能性があります。金型があれば、プロジェクトには前期の金型投資が発生しますが、生産数量が安定すれば長期的な単価は低くなる可能性があります。
アルミニウム鋳造部品用の金型は、再現性を向上させ、生産サイクルを短縮し、全面加工の負荷を軽減し、より安定したバッチ出力をサポートできます。ただし、金型は設計凍結の圧力、試作サンプルのリスク、金型修正コスト、生産計画要件も生み出します。
バイヤーは、設計が安定し、需要が明確で、生産計画が現実的である時点で金型製作に進むべきです。金型製作を早すぎると、試作サンプル後に高額な変更が必要になる可能性があります。
コスト構造領域 | 金型がどのように変化させるか | バイヤーの計画ポイント |
|---|---|---|
前期コスト | 金型は生産前に金型投資を必要とする | 金型製作前に設計と数量を確認 |
長期的な単価 | 繰り返し生産により部品あたりのコストを削減可能 | 初回発注数量だけでなく年間需要を評価 |
再現性 | 金型ベースの生産は部品の一貫性を向上 | 長期的な生産部品に有用 |
生産サイクル | ダイカストは金型承認後により速く部品を生産可能 | 安定したバッチ納品をサポート |
加工負荷 | 主形状は全面加工ではなく鋳造で形成 | 重要な機能エリアのみを加工 |
試作サンプルのリスク | 初期サンプルにより設計または金型の問題が発覚する可能性 | 金型製作前に DFM レビューを実施 |
金型修正コスト | 遅い設計変更はコストとリードタイムを増加させる可能性 | 金型製作前に主要な設計要件を凍結 |
アルミニウム鋳造部品に対する CNC 加工をどのように計画すべきか
CNC 加工は、アルミニウム鋳造部品が金型製作に入る前に計画すべきです。目的はすべての表面を加工することではなく、より厳しい公差、より良い平面度、正確な穴、または制御された組立嵌合を必要とする機能エリアを加工することです。
バイヤーは、CNC 加工をねじ穴、取り付け穴、シール面、基準面、軸受穴、位置決め特徴、平面度制御エリア、厳密な組立インターフェースに集中させるべきです。非機能面、隠れた面、重要でない外表面、コーティングのみのエリア、内部の非組立エリアは、多くの場合、鋳造のまま(as-cast)にしておくことができます。
アルミニウム鋳造部品向けの CNC 加工において、早期の計画は加工コスト、治具の複雑さ、検査負荷、バッチ手直しリスクを制御するのに役立ちます。
表面または特徴 | 推奨される計画 | バイヤーのメリット |
|---|---|---|
ねじ穴 | 鋳造後に CNC 加工とタップ加工を計画 | 締結信頼性を向上 |
取り付け穴 | 位置精度が組立に影響する場合に加工 | 取り付け嵌合を向上 |
シール面 | 平面度または表面仕上げが必要な場合に加工 | 漏れリスクを低減 |
基準面 | 金型と治具計画の前に定義 | 再現性のある加工と検査を向上 |
軸受穴 | 真円度と直径制御のために CNC 加工を使用 | 動きと嵌合性能を向上 |
平面度制御エリア | 平面度を必要とする機能面のみを加工 | 加工と検査コストを制御 |
隠れた面 | 機能上必要でない限り通常は鋳造のまま | 不要なコストを削減 |
コーティングのみのエリア | 表面品質が仕上げをサポートできる場合は鋳造のまま | 外観とコストのバランス |
表面仕上げ要件がアルミニウム鋳造部品に与える影響
表面仕上げ要件は、アルミニウム鋳造部品が生産に入る前に確認すべきです。一般的な表面処理工程には、バリ取り、研磨、塗装、粉体塗装、保護コーティング、クリアコーティングが含まれます。
バイヤーは、化粧面、機能面、非可視面、コーティング種類、色要件、表面粗さ、許容欠陥基準、包装保護を定義すべきです。これらの要件は、金型、バリ取り、研磨、コーティング、検査、最終納品品質に影響します。
表面要件が不明確な場合、サプライヤーは後で目立つようになるエリアにゲート、パーティングライン、またはエジェクター跡を配置する可能性があります。早期の表面計画は、外観に関する紛争と仕上げの手直しを減らすのに役立ちます。
表面要件 | バイヤーが確認すべき事項 | 重要な理由 |
|---|---|---|
バリ取り | 縁、穴、パーティングライン、取り扱いエリア | 安全性と組立を向上 |
研磨 | 可視面と滑らかさへの期待 | 外観と手触りを向上 |
塗装 | 色、被覆範囲、許容される表面欠陥 | ブランドの外観と一貫性を向上 |
粉体塗装 | コーティングエリア、厚さ、使用環境 | 耐久性と耐食性を向上 |
保護コーティング | 必要な保護レベルと作業環境 | 使用寿命を延長 |
クリアコーティング | 基本外観と保護要件 | 可視アルミニウム表面を保護 |
包装保護 | 傷、へこみ、コーティング損傷からの保護 | 納品中の仕上げ品質を維持 |
アルミニウム鋳造部品のサプライヤーをどのように選択するか
アルミニウム鋳造部品のサプライヤーを選択する際は、最低単価のみに基づくべきではありません。バイヤーは、サプライヤーが部品がダイカストに適しているかを判断できるか、DFM レビューを提供できるか、金型をサポートできるか、CNC 加工を調整できるか、表面処理を管理できるか、バッチ寸法と外観を制御できるかを評価すべきです。
資格のあるサプライヤーは、バイヤーがサンプル検証から生産へ移行するのを支援すべきです。これには、部品形状、生産数量、材料方向、金型戦略、加工範囲、表面基準、検査方法、長期的な品質改善のレビューが含まれます。
Neway は、アルミニウムダイカスト、金属鋳造サービス、アルミニウムダイカスト用金型、ダイカスト後の CNC 加工、表面仕上げ、バッチ生産サポートを必要とするアルミニウム鋳造部品プロジェクトをサポートしています。材料を比較するバイヤーは、製品の機能とコスト目標に基づいて、精密亜鉛ダイキャスト部品または銅合金ダイカストもレビューできます。
サプライヤーの能力 | バイヤーが確認すべき理由 | 防止に役立つこと |
|---|---|---|
工程選択サポート | サプライヤーはダイカストが部品と数量に適合するかを判断すべき | 誤った工程選択と不要な金型コスト |
DFM レビュー | 金型製作前に部品形状をチェックすべき | 収縮、気孔、反り、金型変更 |
金型サポート | 金型は再現性、表面品質、生産安定性を制御 | サンプル不良と不安定なバッチ出力 |
CNC 加工の調整 | 重要な特徴には計画された加工余裕と治具が必要 | 嵌合不良、手直し、検査紛争 |
表面処理管理 | 仕上げは外観、保護、最終受入に影響 | コーティング欠陥と外観不良 |
バッチ品質管理 | 繰り返し発注には安定した寸法と表面品質が必要 | 品質の漂移と供給不安定 |
生産移行サポート | サプライヤーはサンプルから繰り返し生産への移行を支援すべき | 生産立ち上げリスク |
品質改善アドバイス | サプライヤーは時間の経過とともに欠陥と不要なコストを削減するのを支援すべき | 繰り返される問題と総コストの上昇 |
よくある質問 (FAQ)
