安定したカスタム生産のためにダイキャスト部品を計画する方法

安定したカスタム生産のためにダイキャスト部品を計画する方法
ダイキャスト部品は、金型ベースの工程で製造された金属部品であるだけではありません。購入者、エンジニア、プロジェクトマネージャーにとって、これらは設計、材料、公差、表面仕上げ、組立、および納期の要件を反復バッチ全体で満たさなければならない生産部品です。
成功するダイキャスト部品プロジェクトは、工具製作を開始する前に計画されるべきです。購入者は、部品設計が鋳造に適しているか、どの合金を使用すべきか、どの特徴に CNC 加工が必要か、どの表面に仕上げが必要か、そして長期生産中に品質をどのように管理するかを確認する必要があります。
カスタムダイキャスト部品を調達する購入者の目標は、サンプルの承認を得ることだけではありません。真の目標は、RFQ(見積もり依頼)段階からバッチ納品まで、材料選定、ダイキャスト工具、CNC 加工、表面仕上げ、検査、サプライヤーの能力をつなぐ安定した生産計画を構築することです。
どのダイキャスト部品がカスタム生産に適していますか?
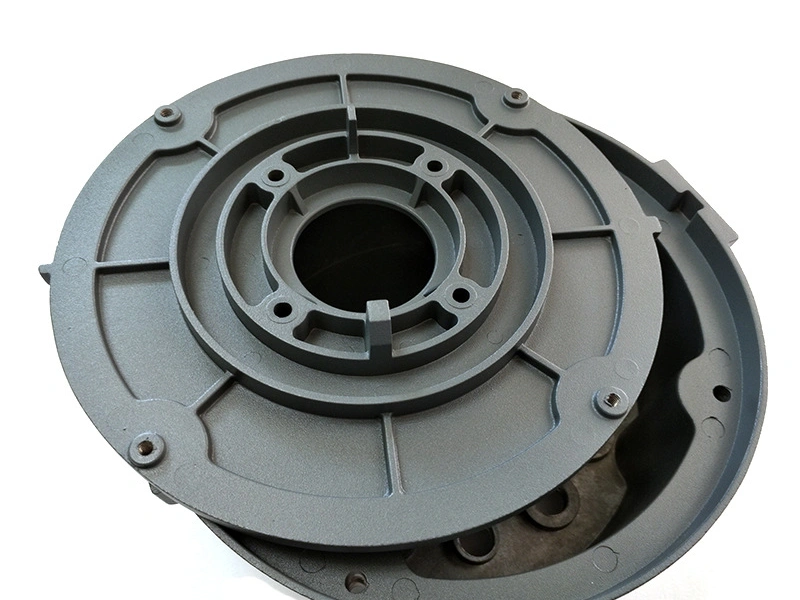
ダイキャストは、複雑な形状、再現性のある寸法、中〜高生産量、および安定した長期供給を必要とするカスタム金属部品に適しています。特に、ハウジング、ブラケット、カバー、コネクタ、ハンドル、取り付け構造、リブ、ボス、または機能的な金属特徴を含む部品の場合に有用です。
一般的なダイキャスト部品には、自動車部品、電子機器用エンクロージャ、照明用ハウジング、産業機器部品、導電性銅合金部品、ハードウェアコンポーネント、構造用カバー、およびカスタム機械部品が含まれます。これらの部品は、多くの場合、鋳造効率と、CNC 加工、研磨、コーティング、塗装、またはめっきなどの二次工程の両方を必要とします。
購入者は、設計が工具製作を行うのに十分に安定しており、予想される生産量が金型投資を正当化できる場合に、カスタム金属鋳造を検討すべきです。設計が頻繁に変更されている場合や、少数のテストサンプルのみが必要な場合は、生産用工具に移行する前にプロトタイプ検証の方が適している可能性があります。
適切なダイキャスト部品 | ダイキャストが適合する理由 | 購入者の懸念事項 |
|---|---|---|
ハウジング | 複雑な外部構造、リブ、ボス、および取り付けエリアを形成可能 | 寸法安定性と表面仕上げ |
ブラケット | 強度、再現性、および統合された取り付け機能をサポート | 負荷容量と穴の位置 |
カバー | 軽量または装飾的な金属カバーをバッチ生産可能 | 外観と組立適合性 |
コネクタ | コンパクトな形状と精密な特徴をサポート可能 | 適合性、機能、および材料性能 |
ハンドル | 強度、形状、および表面仕上げを組み合わせ可能 | 手触りと化粧品質 |
取り付け部品 | ボス、穴、および位置決め構造を統合可能 | 組立精度 |
照明用ハウジング | 放熱構造と仕上げられた表面をサポート可能 | 熱性能とコーティング品質 |
産業機器部品 | 再現性のある品質を持つ耐久性のある生産部品をサポート可能 | 長期供給の安定性 |
部品設計がダイキャストの成功に与える影響
ダイキャスト部品の品質は、設計段階によって大きく左右されます。生産開始前でさえ、部品形状は充填安定性、気孔リスク、収縮リスク、バリ、毛刺、パーティングラインの位置、エジェクターピンの痕跡、表面仕上げの結果、CNC 加工余量、組立適合性、および工具修正リスクに影響を与える可能性があります。
購入者は、均一な肉厚、適切な抜き勾配、丸みのある角、適切なリブ、合理的なボス、明確な加工余量、化粧面のマーキング、および重要寸法のマーキングに注意を払うべきです。これらの詳細は、サプライヤーが部品を確実に鋳造、加工、仕上げ、検査できるかどうかを評価するのに役立ちます。
工具製作前に設計がレビューされない場合、問題は試作サンプルまたはバッチ生産中にのみ現れる可能性があります。その時点で、金型の変更、追加加工、研磨の手直し、または検査不合格により、コストが増加し、納期が遅れることがあります。
設計要因 | 重要な理由 | 無視した場合のリスク |
|---|---|---|
均一な肉厚 | 充填、冷却、および収縮制御の改善に役立つ | 気孔、収縮、および変形 |
適切な抜き勾配 | 部品を金型から離型するのに役立つ | 張り付き、引きずり痕、および離型問題 |
丸みのある角 | 金属の流れを改善し、応力集中を低減 | 亀裂、冷じわ、または角の弱さ |
適切なリブ | 過度な材料厚さなしで剛性を向上 | 収縮または構造的サポートの不良 |
合理的なボス | 取り付けおよび締結機能をサポート | 締結エリアの弱さまたはひけ痕 |
加工余量 | 重要な CNC 加工エリアに必要な材料を確保 | スクラップ、手直し、または最終公差の不良 |
化粧面のマーキング | より良い外観制御が必要な面を示す | ゲート、エジェクター、またはパーティングラインの痕跡が目立つ |
重要寸法のマーキング | 適合性或いは機能に影響する寸法を特定 | 検査に関する紛争と組立失敗 |
ダイキャスト部品の材料を選択する方法
材料選定は、ダイキャスト部品プロジェクト全体に影響を与えます。異なる合金は、重量、強度、熱性能、導電性、耐摩耗性、表面仕上げ、工具設計、CNC 加工コスト、および生産安定性に影響します。
アルミニウムダイキャスト部品は、軽量ハウジング、ブラケット、放熱部品、および自動車コンポーネントによく使用されます。亜鉛ダイキャスト部品は、小型精密部品、装飾部品、コネクタ、およびハードウェアによく使用されます。銅ダイキャスト部品は、導電性、熱伝導性、および耐摩耗性を必要とする機能部品によく使用されます。
材料の方向性 | 適切なダイキャスト部品 | 購入者の懸念事項 |
|---|---|---|
アルミニウムダイキャスト | ハウジング、ブラケット、放熱部品、自動車部品 | 軽量化、強度、および生産コスト |
亜鉛ダイキャスト | 小型精密部品、装飾部品、コネクタ、ハードウェア | 細部、外観、および寸法安定性 |
銅ダイキャスト | 導電部品、熱伝達部品、耐久性のある産業部品 | 導電性、熱性能、および耐摩耗性 |
金属鋳造サービス | より広範な材料ニーズを持つカスタムプロジェクト | 製造可能性とサプライヤーの能力 |
工具がダイキャスト部品に与える影響
工具は、ダイキャスト部品の長期的な品質に直接影響を与えます。金型キャビティは部品の形状と再現性を制御します。ゲート設計は流れ痕と充填品質に影響します。ベント(空気抜き)は気孔リスクに影響します。冷却は収縮と寸法安定性に影響します。エジェクターピンは目に見える表面に影響します。パーティングラインは研磨とコーティングに影響します。金型精度は CNC 加工余量に影響します。
長期生産を準備する購入者にとって、ダイキャスト部品用の工具は、工具価格だけで評価されるべきではありません。安価な工具は、高い不良率、不安定な寸法、表面欠陥、遅いサイクルタイム、または頻繁なメンテナンスを引き起こす場合、長期的にはより高いコストを生む可能性があります。
より良い工具評価には、金型設計、工具寿命、試作サンプルの品質、不良率、サイクルタイム、メンテナンスニーズ、および生産安定性を含めるべきです。これは、多くのバッチにわたって反復生産されるカスタムダイキャスト部品にとって特に重要です。
工具要因 | ダイキャスト部品への影響 | 無視した場合の購入者リスク |
|---|---|---|
金型キャビティ | 部品形状と再現性を制御 | 寸法変動と適合不良 |
ゲート設計 | 充填品質と目に見える流れ痕に影響 | 冷じわ、充填不足、および表面欠陥 |
ベント(空気抜き) | 鋳造中の閉じ込められたガスの排出を支援 | 気孔と内部欠陥 |
冷却 | 凝固と寸法安定性を制御 | 収縮、反り、および不安定な寸法 |
エジェクターピン | 部品を金型から離型するのに役立つ | 化粧面または機能面へのエジェクター痕 |
パーティングライン | バリ、研磨、およびコーティング準備に影響 | 追加の仕上げコストと外観に関する紛争 |
金型精度 | 最終寸法と加工余量に影響 | 後加工用の素材不足 |
CNC 加工が機能的なダイキャスト部品を改善する方法
多くのダイキャスト部品は、すべての表面に CNC 加工を必要としません。しかし、機能エリアは、最終公差、組立、シール、または接触要件を満たすために、多くの場合後加工が必要です。これらのエリアを早期に計画することで、コストを制御し、生産リスクを低減できます。
一般的な加工エリアには、ねじ穴、取り付け穴、シール面、基準面、位置決め面、軸受穴、導電接触面、および高精度組立エリアが含まれます。これらの特徴は、多くの場合、最終的な適合性、締結、シール性、導電性、動き、または検査結果に影響します。
購入者は、RFQ 段階でダイキャスト部品用の CNC 加工を定義すべきです。また、どの表面を鋳造のままにできるか、どの穴にねじが必要か、どの面に平面度が必要か、どのエリアにバリや変形があってはならないかを明確にする必要があります。
加工エリア | CNC 加工が必要な理由 | 購入者の計画ポイント |
|---|---|---|
ねじ穴 | ねじは制御された深さ、ピッチ、および整列を必要とする | 見積もり前にねじサイズと深さを定義 |
取り付け穴 | 穴の位置は設置と適合性に影響 | 図面に重要な穴の位置を明記 |
シール面 | 平面度と表面仕上げは漏れ制御に影響 | 平面度と表面仕上げの要件を指定 |
基準面 | 基準は加工と検査をガイド | 工具製作前に基準スキームを確認 |
位置決め面 | 位置決め特徴は組立の再現性を制御 | 位置決め面を明確に特定 |
軸受穴 | 真円度と直径は厳密な制御を必要とする場合がある | 公差と検査方法を確認 |
導電接触面 | 接触面は制御された平面度と清浄度を必要とする場合がある | 導電性ダイキャスト部品にとって重要 |
高精度組立エリア | 鋳造のみでは精密な適合ニーズを満たせない場合がある | 機能に影響するエリアのみを加工 |
表面仕上げがダイキャスト部品に与える影響
異なるダイキャスト部品は、異なる表面仕上げ基準を必要とします。隠れた機能ブラケットはバリ取りのみで済む場合がありますが、目に見える消費者製品のカバーは、研磨、塗装、めっき、粉体塗装、クリアコーティング、または保護コーティングを必要とする場合があります。
購入者は、化粧面、機能面、非表示面、接触面、加工面、およびコーティング面を区別すべきです。これにより、隠れたエリアでの不要な仕上げを避けながら、外観、組立、耐食性、または顧客の受入に影響する表面を保護するのに役立ちます。
表面仕上げの結果は、元の鋳造品質にも依存します。鋳造に気孔、重いバリ、収縮、流れ痕、または表面汚染がある場合、研磨やコーティングでは欠陥を完全に隠せない可能性があります。表面要件は、工具製作と生産開始前に議論されるべきです。
表面エリアタイプ | 購入者が定義すべきこと | 重要な理由 |
|---|---|---|
化粧面 | 目に見える面と外観が重要な表面 | 研磨、コーティング、および検査基準を制御 |
機能面 | シール、接触、摺動、または荷重負担エリア | 部品性能を保護 |
非表示面 | 優れた外観を必要としない隠れたエリア | 不要な仕上げコストを削減 |
接触面 | 嵌合部品またはユーザーに触れるエリア | 適合性、手触り、および耐久性を向上 |
加工面 | CNC 加工で仕上げられたエリア | 精密面でのコーティングまたはバリの問題を防止 |
コーティング面 | 塗装、めっき、粉体塗装、または保護を必要とするエリア | 外観、耐食性、および製品価値を向上 |
生産用ダイキャスト部品の品質を管理する方法
生産用ダイキャスト部品の品質管理は、サンプル承認だけでなく、バッチの一貫性に焦点を当てるべきです。最初のサンプルは検査に合格するかもしれませんが、長期生産には安定した寸法、制御された表面品質、信頼性の高い加工結果、一貫した仕上げ、および適切な包装保護も必要です。
重要な品質管理ステップには、初品検査、寸法報告書、化粧面基準、加工検査、表面仕上げ検査、組立適合チェック、バッチ一貫性制御、工具メンテナンス、欠陥追跡、および包装保護が含まれます。
長期生産プロジェクトの場合、購入者は量産前に検査計画を確認すべきです。これにより、バッチ全体で重要な寸法、化粧面、加工特徴、コーティング品質、および納品の一貫性を制御するのに役立ちます。
品質管理ステップ | 確認事項 | 購入者のメリット |
|---|---|---|
初品検査 | 初期サンプルの寸法、外観、および機能特徴 | 生産準備の確認 |
寸法報告書 | 重要寸法、公差ゾーン、および基準関係 | 適合性と検査の信頼性を向上 |
化粧面基準 | 目に見える痕跡、傷、 pits、コーティング欠陥、および色の変動 | 外観に関する紛争を低減 |
加工検査 | ねじ、穴、シール面、基準、および厳密な公差エリア | 機能の信頼性を向上 |
表面仕上げ検査 | コーティング、めっき、塗装、研磨、および保護仕上げの品質 | 耐久性と顧客の受入を向上 |
組立適合チェック | 嵌合部品との適合性と最終設置状態 | 組立失敗のリスクを低減 |
バッチ一貫性制御 | 生産ロット全体での寸法と化粧の安定性 | 長期供給の信頼性をサポート |
工具メンテナンス | 金型の摩耗、バリ、毛刺、表面痕、および再現性 | 生産中の品質変動を防止 |
欠陥追跡 | 気孔、収縮、バリ、加工欠陥、および仕上げ欠陥 | 是正措置をサポート |
包装保護 | 傷、コーティング損傷、および変形からの保護 | 納品品質を向上 |
ダイキャスト部品のサプライヤーを選ぶ方法
ダイキャスト部品のサプライヤーを選ぶ際は、単位の最低価格だけに頼るべきではありません。購入者は、サプライヤーがカスタム金属鋳造、材料選定、工具、CNC 加工、表面仕上げ、DFM レビュー、サンプル検証、およびバッチ生産管理をサポートできるかを確認すべきです。
資格のあるサプライヤーは、製品機能、重量、強度、導電性、外観、表面処理、およびコスト目標に基づいて、アルミニウム、亜鉛、銅の材料方向性を比較して購入者を支援すべきです。また、工具、加工、仕上げの決定が長期生産の安定性にどのように影響するかを理解している必要があります。
Neway は、金属鋳造サービス、アルミニウムダイキャスト部品、亜鉛ダイキャスト部品、銅ダイキャスト部品、ダイキャスト工具、ダイキャスト部品用 CNC 加工、表面仕上げ、およびバッチ生産サポートを必要とするダイキャスト部品プロジェクトをサポートしています。カスタムダイキャスト部品を調達する購入者にとって、早期のプロジェクト計画は生産リスクを低減し、長期供給価値を向上させるのに役立ちます。
サプライヤーの能力 | 購入者が確認すべき理由 | 防止に役立つこと |
|---|---|---|
カスタム金属鋳造能力 | サプライヤーは異なるダイキャスト部品の要件を理解すべき | 間違った工程または材料選定 |
アルミニウム、亜鉛、銅の材料評価 | 異なる部品には異なる合金の優先順位が必要 | 間違った材料選択とコストの不整合 |
工具・金型製作 | 工具は鋳造品質と反復生産を制御 | 金型変更、高い不良率、および不安定な寸法 |
CNC 加工サポート | 重要な特徴は鋳造後に後加工を必要とする場合がある | 組立失敗と公差問題 |
表面処理管理 | 仕上げは外観、耐食性、および製品価値に影響 | 化粧不良とコーティングの手直し |
DFM 提案 | 部品設計は工具製作前にレビューされるべき | 工具修正とサンプル失敗 |
サンプル検証サポート | 試作サンプルは寸法、外観、および組立を確認するのに役立つ | 量産リスク |
バッチ一貫性制御 | 長期プロジェクトには安定した寸法、仕上げ、および納期が必要 | 不安定な供給と品質変動 |
長期生産サポート | サプライヤーは反復注文と工具メンテナンスをサポートすべき | 生産中断と総コストの上昇 |
FAQ
