アダモナイト-ケイデューン ザマック部品鋳造およびPVDコーティングミラー製造
ザマックダイカストは、装飾金属製造業界において定番となり、高精度で寸法安定性の高い部品の効率的な生産を可能にしています。高級ミラーアセンブリにとって、強度、流動性、仕上げ品質の理想的なバランスを提供します。
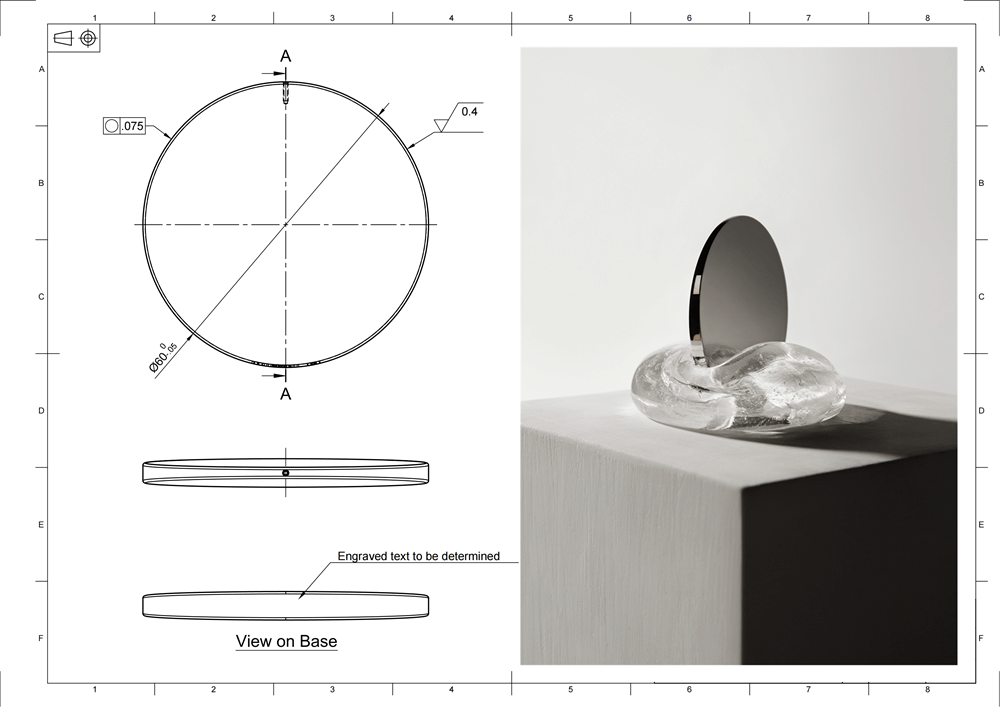
このプロジェクトは、精密鋳造と高度なPVD表面処理によって実現された、鏡面のような外観を持つザマック合金部品の協業製造に焦点を当てています。その結果、高級消費財の美的および機能的要求を満たす装飾部品のラインが生まれました。
装飾および機能部品のためのザマックダイカスト
優れた流動性と高忠実度の表面ディテールを持つザマック3およびザマック5が、ミラーフレームの装飾部品や支持構造に理想的であるため選ばれました。これらの合金は、優れた仕上げ品質を必要とする装飾的・化粧部品の亜鉛ダイカストに広く使用されています。
材料およびプロセスデータ:
引張強度: 280–310 MPa
肉厚: 1.2–2.5 mm
鋳造公差: ±0.05 mm (ISO 8062 CT6)
ブリネル硬度: ~85 HB
表面気孔率: <0.3% (X線検査により確認)
ザマックダイカストプロセスにより、装飾アセンブリのための微細な輪郭再現、内部欠陥の低減、寸法の再現性が確保されました。
金型設計と表面最適化
金型は、表面粗さRa ≤ 0.4 µmの鏡面グレードキャビティインサートと、アンダーカットや凹み形状に対応するためのマルチスライド機構を備えていました。真空熱処理を施したH13工具鋼により、金型寿命は100,000サイクルを超えました。
金型仕様:
金型材料: 窒化表面処理を施したH13
抜き勾配: 垂直面で典型的に1.5°
マルチスライドコア機構: 内部凹部用
冷却システム: センサーフィードバック付き埋め込みチャネル
化粧品や消費財ハードウェアに使用される小型で高精度な金属部品の金型製作について詳しくご覧ください。
後処理とCNC仕上げ
鋳造後、部品はバリ取りとタンブリングを経て角を丸め、その後、精密なCNC後加工により嵌合部や取付穴を準備しました。
主要加工指標:
穴位置精度: ±0.02 mm
エッジ面取り: 0.3 mm均一
最終表面粗さ: Ra ≤ 0.8 µm
この厳密な仕上げにより、最終的なミラーアセンブリにおけるステンレスやガラス部品との完璧な統合が保証されました。
鏡面仕上げと耐久性のためのPVDコーティング
豪華で高反射性のクロム外観を実現するために、多層PVD (物理気相蒸着) コーティングが施されました。このプロセスは、高級バスルーム、家具、電子機器ハードウェアで使用される非常に耐久性の高い金属仕上げを生み出します。
コーティングプロセスパラメータ:
基層: 密着性のためのチタンまたはCrN
反射トップ層: クロムまたはゴールド
コーティング厚さ: 0.3–0.5 µm
表面硬度: >3H
耐食性: ASTM B117に基づく>240時間塩水噴霧試験
均一性と密着性レベルは、ASTM D3359クロスカットテープ試験および鉛筆硬度試験を使用して検証されました。
品質管理と組立サポート
厳格な美的基準を満たすため、すべての部品は多段階検査を受けました。これには以下が含まれます:
600ルクスの拡散照明下での100%外観検査
渦電流プローブによるコーティング厚さ測定
CMMを使用した寸法サンプリング検査
静電気防止クリーンルーム包装
包装には傷防止トレイとポリ層を使用し、輸送中のPVD表面の摩耗から保護しました。このアプローチは、生産、仕上げ、検査、包装を統一されたワークフローで合理化する、当社のワンストップサービスモデルの一部です。
高級ブランド向けの柔軟な小ロット生産
このプロジェクトは、さまざまな仕上げとフォーマットを持つ限定版ミラー製品ラインの一部でした。当社の小ロット製造アプローチにより、バリアントごとに最小2,000ユニットという小規模なバッチサイズをサポートし、デザインの独自性とコスト管理を確保しました。
各新バリアントは交換可能なインサートを備えた標準金型を使用し、金型コストを30%削減し、金型交換時間を24時間未満に短縮しました。
よくある質問
なぜ装飾ダイカストには他の亜鉛合金よりもザマックが好まれるのですか?
高光沢装飾ハードウェアのコーティング耐久性基準は何ですか?
複数部品からなる化粧アセンブリの寸法公差はどのように管理されますか?
PVDコーティング前にはどのような後処理方法が必須ですか?
小ロット生産は金型と設計の柔軟性にどのような影響を与えますか?
