BYD カスタム自動車部品 アルミダイカストメーカー
電気自動車プラットフォームは、強度と熱性能を備えた軽量構造部品に依存しています。アルミダイカストはこのバランスを実現し、厳しい寸法および機械的要求を満たしながら大規模生産をサポートします。
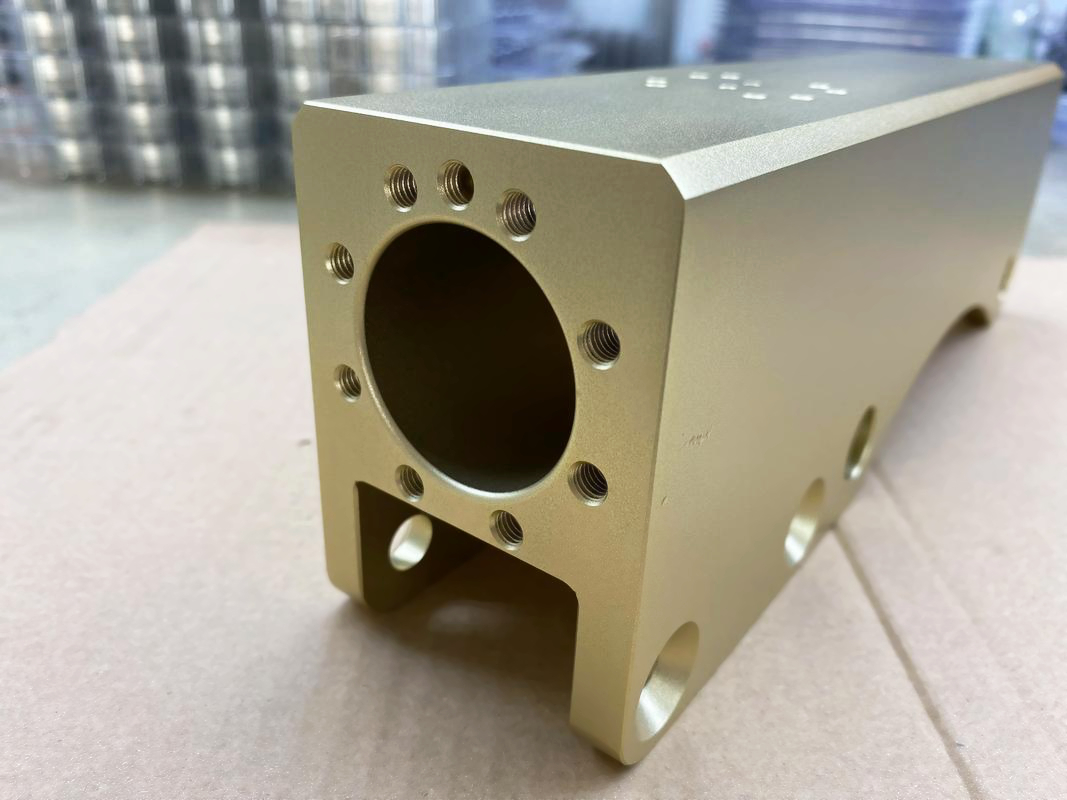
このケーススタディは、EVシステム向けのカスタム構造部品およびマウント部品を製造するために使用されたアルミダイカストプロセスを紹介します。金型製作、鋳造からCNC仕上げ、QC検証までのすべての工程が、厳格な自動車グレード基準を満たしています。

EV構造統合のためのアルミダイカスト
アルミ合金部品は、モーターマウント、インバーターハウジング、ボディ構造要素に使用され、車両重量を削減しエネルギー効率を向上させました。鋳造性、強度、熱伝導性のためにA380およびA360合金が選定されました。
材料性能比較
特性 | A380合金 | A360合金 |
|---|---|---|
引張強さ (MPa) | 310 | 317 |
熱伝導率 (W/m·K) | ~96 | ~120 |
耐食性 | 中程度 | 高い |
ダイカスト性 | 優れている | 非常に良い |
破断伸び (%) | ~3.5 | ~4.5 |
典型的な用途 | ブラケット、ハウジング | インバーターケーシング |
EV構造部品の合金選定について詳しくは、自動車用アルミ鋳造サービスをご覧ください。
金型設計とプロセス安定性
金型は、マルチスライドダイと高度な温度制御システムを備えて開発されました。モールドフローシミュレーション(MAGMASOFT®)を適用してゲートとランナーのレイアウトを最適化し、流動の不均衡や収縮巣を防止しました。
金型仕様:
金型鋼材: H13、窒化処理、ショット寿命 >120,000
キャビティ仕上げ: Ra ≤ 0.8 µm
冷却: コンフォーマルチャネル、±3°C制御
ダイサイズ: 最大 650 x 600 mm
充填時間: ≤0.20秒(高速射出による)
当社の金型エンジニアリングは、寸法要求の厳しい自動車部品の安定生産をサポートします。
高圧ダイカストプロセス制御
ダイカストは、800〜1250トンのコールドチャンバーマシンで実施され、サーボ制御プランジャーシステムと気泡最小化のための真空補助排気を装備しています。
鋳造プロセスパラメータ:
射出圧力: 85–125 MPa
ショット速度: 2.5–3.2 m/s
金型温度: 240–260°C
ショット再現性: ±2%
気泡レベル: ASTM E505に基づくクラス2以上
高品質な自動車グレード鋳造ソリューションについては、アルミHPDC能力をご覧ください。
寸法精度のためのCNC加工
鋳造後の加工により、Oリング溝、マウント面、ねじ込みインサートなどの重要な形状の幾何学的精度が確保されました。CNC作業は、4軸および5軸の立形マシニングセンタを使用して完了しました。
加工公差:
平面度: シール面で ≤0.05 mm
穴公差: H7クラス (±0.015 mm)
ねじ穴精度: ISOメトリック M6–M10
表面粗さ (Ra): 接触ゾーンで ≤1.6 µm
EV構造アセンブリの最終適合性がどのように確保されるかについては、後加工サービスをご覧ください。
環境耐性のための表面処理
自動車が道路塩分、湿気、振動にさらされることを考慮し、処理された表面が必要とされました。場所に応じて、陽極酸化または粉体塗装が使用されました。
陽極酸化: 12–20 µm 皮膜、耐食性 >500時間 (ASTM B117)
粉体塗装: 80 µm 厚さ、カスタムマットブラックまたはシルバー
シール面は、熱伝導グリスの適用のために未塗装またはマスキング
すべてのコーティングは、ASTM D3359の密着性(5B評価)およびISO 9227の耐食性試験に合格しました。
自動車グレード検査とトレーサビリティ
各パーツは、IATF 16949の生産フローに従い、完全なPPAP文書、バッチトレーサビリティ、および工程能力調査を含みました。
QCシステムには以下が含まれます:
完全なGD&Tレイアウトによる初品検査(FAI)
CTF特性に関するインラインSPCデータ (CpK ≥1.67)
各バッチに対するCADモデルとの3Dレーザースキャン
安全上重要な部品の100% X線検査
レーザーマーキング + QRコード追跡によるシリアル化
当社の自動車量産ソリューションは、新規EVプラットフォームの試作検証と本格展開をサポートします。
よくある質問
高負荷EV構造部品に最も適したアルミ合金はどれですか?
高圧アルミダイカストにおける気泡はどのように制御されますか?
後加工された自動車鋳造品に適用される公差クラスは何ですか?
自動車用耐食性のための表面コーティングはどのように試験されますか?
自動車サプライチェーンにおけるダイカスト部品にはどのようなトレーサビリティ対策が使用されますか?