Comment s'approvisionner en pièces de moulage sous pression en aluminium pour une production personn...
Comment s'approvisionner en pièces de moulage sous pression en aluminium pour une production personnalisée fiable
Les pièces de moulage sous pression en aluminium sont largement utilisées dans l'électronique, les systèmes automobiles, les machines industrielles, l'éclairage, la robotique, les dispositifs médicaux et les produits de consommation, car elles combinent une structure légère, une production répétable, une bonne stabilité dimensionnelle et des options de finition de surface flexibles.
Cependant, l'approvisionnement en pièces de moulage sous pression en aluminium ne consiste pas seulement à trouver un fournisseur de fonderie. Les acheteurs doivent également confirmer si la pièce convient au moulage sous pression, quel alliage d'aluminium doit être utilisé, comment le moule doit être planifié, quelles zones nécessitent un usinage CNC, quel processus de finition de surface est approprié et comment le fournisseur contrôlera la cohérence pendant la production.
Pour les projets personnalisés, un fournisseur fiable doit être capable de relier le moulage sous pression, l'outillage, l'usinage, le traitement de surface, l'inspection, l'assemblage et la production de masse en un flux de travail coordonné. Cela aide les acheteurs à réduire les risques de communication, à éviter les changements répétés de fournisseurs et à améliorer la stabilité à long terme des composants personnalisés en aluminium moulés sous pression.
Pourquoi les acheteurs recherchent-ils des pièces de moulage sous pression en aluminium ?
Lorsque les acheteurs recherchent des pièces de moulage sous pression en aluminium, ils ont généralement déjà un dessin de produit, un échantillon, un modèle 3D, une structure d'assemblage ou une exigence de production. Leur principale préoccupation n'est pas seulement de comprendre ce qu'est le moulage sous pression, mais de savoir si leur pièce peut être produite de manière fiable et économique par moulage sous pression en aluminium.
Les questions typiques incluent : la géométrie de la pièce est-elle adaptée au moulage, le volume cible justifie-t-il l'investissement en outillage, les dimensions critiques nécessitent-elles un post-usinage, l'alliage d'aluminium choisi répond-il aux exigences de résistance et de durabilité, et le fournisseur peut-il assurer la cohérence de la production à long terme.
C'est pourquoi un projet personnalisé de moulage sous pression en aluminium doit être évalué sous les angles technique et achat. Un acheteur peut souhaiter un coût unitaire inférieur, mais le fournisseur doit également évaluer la conception du moule, l'écoulement du matériau, le risque de retrait, la marge d'usinage, les défauts de surface, les exigences d'inspection et les besoins d'assemblage final.
Intention de recherche de l'acheteur | Ce que cela signifie généralement | Réponse requise du fournisseur |
|---|---|---|
Pièces de moulage sous pression en aluminium personnalisées | L'acheteur a besoin de pièces fabriquées selon des dessins ou des échantillons. | Revue DFM, sélection de l'alliage, planification de l'outillage et analyse de la faisabilité de production. |
Composants en aluminium moulés sous pression | L'acheteur peut avoir besoin de boîtiers, de supports, de couvercles, de dissipateurs thermiques ou de pièces structurelles. | Recommandations basées sur l'application concernant le processus, l'usinage et la finition. |
Pièces de moulage sous pression en aluminium de précision | La pièce possède des dimensions critiques, des surfaces d'assemblage ou des exigences fonctionnelles. | Moulage sous pression plus usinage CNC et inspection dimensionnelle. |
Pièces de moulage sous pression en aluminium à haut volume | L'acheteur a besoin d'une production répétée stable. | Planification de la durée de vie de l'outillage, contrôle des processus, dossiers d'inspection et support pour la production de masse. |
Types courants de pièces de moulage sous pression en aluminium
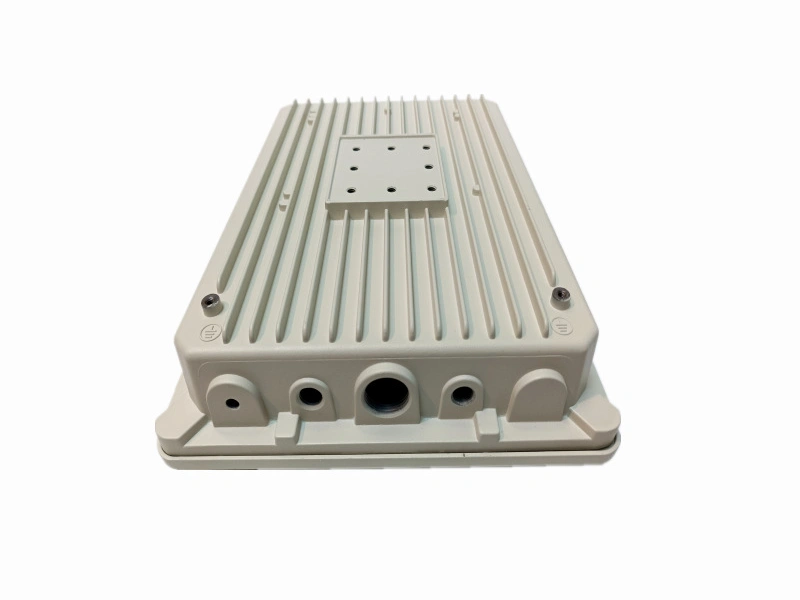
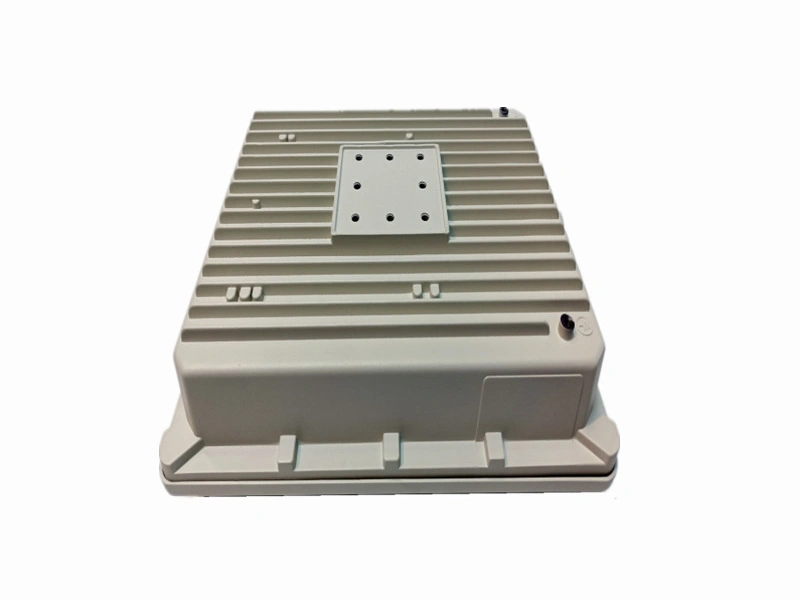
Le moulage sous pression en aluminium convient à de nombreuses pièces personnalisées nécessitant des formes complexes, des volumes de production moyens à élevés, des dimensions répétables et des structures fonctionnelles intégrées. Les exemples courants incluent les boîtiers, les supports, les couvercles, les dissipateurs thermiques, les plaques de montage, les cadres et les composants structurels.
Differentes pièces de moulage sous pression en aluminium ont des priorités d'approvisionnement différentes. Un boîtier destiné au grand public peut se concentrer sur l'apparence et la qualité du revêtement, tandis qu'un support de montage industriel peut se concentrer sur la résistance, la planéité, la position des trous et la stabilité de charge.
Type de pièce | Applications courantes | Principal axe d'approvisionnement |
|---|---|---|
Boîtiers en aluminium | Électronique, éclairage, outils, boîtes de contrôle | Apparence, ajustement d'assemblage, dissipation thermique et finition de surface. |
Supports en aluminium | Systèmes automobiles, machines, robotique | Résistance, position des trous, planéité et stabilité par lot. |
Pièces de dissipateur thermique | Éclairage LED, modules d'alimentation, électronique | Structure des ailettes, performance thermique, sélection de l'alliage et contrôle du revêtement. |
Composants structurels | Équipements industriels, véhicules, systèmes d'automatisation | Charge, nervures, contrôle de la déformation et planification de l'inspection. |
Couvercles et boîtiers | Produits de consommation, dispositifs médicaux, appareils extérieurs | Surface cosmétique, étanchéité, épaisseur du revêtement et tolérance d'assemblage. |
Plaques de montage | Automatisation, machines, gabarits, cadres d'équipement | Surfaces de référence, trous de localisation, planéité et précision du post-usinage. |
Un fournisseur compétent en moulage sous pression en aluminium ne doit pas traiter chaque pièce de la même manière. Le fournisseur doit évaluer la fonction, les exigences de surface, les besoins d'assemblage, le volume de production, les normes d'inspection et l'environnement d'utilisation final avant de recommander une voie de fabrication.
Quand le moulage sous pression en aluminium est-il meilleur que l'usinage CNC ou la fabrication ?
Le moulage sous pression en aluminium n'est pas le meilleur choix pour chaque pièce en aluminium. Pour les pièces à très faible volume ou les blocs solides simples, l'usinage CNC peut être plus pratique. Pour les structures fines en tôle pliée, la fabrication de tôlerie peut être plus appropriée. Pour les prototypes en phase initiale, l'impression 3D ou l'usinage CNC peuvent aider à valider la conception avant l'outillage.
Le moulage sous pression en aluminium devient plus précieux lorsque la pièce présente une géométrie complexe, une demande de production stable, une conception répétable, des fonctionnalités intégrées et un volume de production moyen à élevé. Dans ces cas, l'investissement en outillage peut être compensé par un coût unitaire inférieur, une production plus rapide et une meilleure cohérence sur les commandes répétées.
Méthode de fabrication | Plus adapté pour | Limitation principale |
|---|---|---|
Moulage sous pression en aluminium | Volume moyen à élevé, formes complexes, production répétée, structures intégrées. | Nécessite un investissement en outillage et une conception de moule appropriée. |
Usinage CNC | Faible volume, haute précision, structures solides simples, validation de prototype. | Coût unitaire plus élevé pour les pièces complexes à grand volume. |
Fabrication de tôlerie | Panneaux minces, couvercles pliés, supports fabriqués à partir de matériaux en feuille. | Limité pour les formes de coulée tridimensionnelles complexes. |
Impression 3D | Tests de prototypes, formes d'essai complexes, validation de conception. | Efficacité de production limitée et performances des matériaux pour de nombreuses applications finales. |
Moulage au sable | Grandes pièces moulées, pièces métalliques à faible volume, options de matériaux flexibles. | Qualité de surface et précision dimensionnelle inférieures à celles du moulage sous pression. |
Si la pièce doit être commandée à plusieurs reprises et que sa structure convient au moulage, le service de moulage sous pression en aluminium peut souvent fournir une solution de fabrication plus évolutive que l'usinage de chaque pièce à partir d'une billette.
Facteurs de conception clés pour les pièces personnalisées de moulage sous pression en aluminium
De bonnes pièces de moulage sous pression en aluminium commencent par une bonne conception. De nombreux défauts de coulée, conflits d'usinage, problèmes cosmétiques et problèmes d'assemblage ne sont pas causés uniquement par le processus de coulage lui-même. Ils commencent souvent par une géométrie de pièce qui n'a pas été optimisée pour le moulage sous pression.
Avant le début de l'outillage, les acheteurs doivent travailler avec le fournisseur pour examiner l'épaisseur des parois, les nervures, les bossages, les trous, les surfaces planes, les faces cosmétiques, les angles de dépouille, la marge d'usinage et les repères d'assemblage. Ceci est particulièrement important pour les pièces personnalisées qui nécessitent à la fois des caractéristiques telles que coulées et des zones de précision post-usinées.
Élément de conception | L'acheteur doit confirmer | Le fournisseur doit évaluer |
|---|---|---|
Épaisseur de paroi | Si la paroi est uniforme et adaptée au remplissage. | Stabilité du remplissage, risque de retrait, points chauds et déformation. |
Nervures | Si les nervures sont trop épaisses, trop hautes ou trop denses. | Équilibre entre résistance, écoulement, retrait et éjection. |
Bossages | Si les bossages de vis sont connectés à des sections épaisses. | Retrait, porosité, marge d'usinage et planification des filetages. |
Trous | Quels trous sont fonctionnels et lesquels peuvent rester tels que coulés. | Si le perçage, le taraudage, l'alésage ou l'alésoir est requis. |
Surfaces planes | Si la planéité affecte l'assemblage ou l'étanchéité. | Contrôle de la déformation, stratégie d'usinage et conception du montage. |
Faces cosmétiques | Quelles surfaces sont visibles après l'assemblage final. | Position de la porte d'injection, ligne de joint, polissage, grenaillage, revêtement et contrôle des défauts. |
Pour les pièces complexes en aluminium moulées sous pression, le support de conception des équipes de conception et d'ingénierie peut aider à réduire les révisions d'outillage et à améliorer la fabricabilité avant le début de la production du moule.
Comment sélectionner les alliages d'aluminium pour les pièces de moulage sous pression
La sélection de l'alliage d'aluminium affecte directement l'écoulement de la coulée, la résistance, la stabilité dimensionnelle, la finition de surface, les performances d'usinage et la fiabilité de l'application finale. Les acheteurs ne doivent pas choisir un alliage uniquement par le prix. Le bon choix dépend de la structure de la pièce, des conditions de charge, des exigences de finition, du volume de production et de l'environnement de travail.
Pour de nombreuses pièces personnalisées de moulage sous pression en aluminium, les fournisseurs peuvent recommander des alliages de moulage sous pression en aluminium courants tels que A380, ADC12, A383, A356, A413 et AlSi12, en fonction de l'équilibre entre la coulabilité et les besoins de l'application.
Alliage d'aluminium | Pièces adaptées | Raison principale de la sélection |
|---|---|---|
Boîtiers généraux, supports, pièces structurelles, couvercles. | Coulabilité, résistance et performances générales équilibrées pour de nombreux composants moulés sous pression. | |
Pièces complexes à paroi mince, boîtiers électroniques, composants de produits de consommation. | Bonnes performances d'écoulement pour les formes complexes et les structures détaillées. | |
Pièces nécessitant une meilleure résistance et ténacité. | Adapté aux applications avec des exigences de performance structurelle plus élevées. | |
Pièces de coulée en aluminium à paroi mince ou complexes. | Bonne fluidité pour des conditions de remplissage difficiles. | |
Pièces moulées complexes nécessitant une stabilité dimensionnelle. | Utile pour certaines applications de moulage sous pression avec des formes complexes. |
En pratique, l'alliage doit être confirmé conjointement avec les exigences d'usinage, de finition et d'inspection. Par exemple, un matériau qui remplit bien peut ne pas toujours donner le meilleur résultat d'anodisation cosmétique. Une pièce structurelle peut nécessiter une meilleure résistance, tandis qu'un boîtier mince peut nécessiter une meilleure coulabilité et un meilleur contrôle dimensionnel.
Planification de l'outillage pour les pièces de moulage sous pression en aluminium
Le moule est l'un des facteurs les plus importants dans la qualité des pièces de moulage sous pression en aluminium. Une pièce peut sembler simple sur un dessin, mais la matrice doit contrôler l'écoulement du métal, l'échappement de l'air, le refroidissement, l'éjection, le retrait et la répétabilité sur des milliers, voire des centaines de milliers de cycles.
Pour cette raison, la fabrication de moules de moulage sous pression doit être planifiée avant que le prix de production ne soit finalisé. Les décisions relatives à l'outillage affectent la qualité des pièces, les délais, la durée de vie du moule, la stabilité de la production et le coût à long terme.
Facteur d'outillage | Pourquoi c'est important | Impact sur les pièces de moulage sous pression en aluminium |
|---|---|---|
Ligne de joint | Affecte l'apparence, le contrôle des bavures et l'ébavurage. | Important pour les surfaces cosmétiques et les zones d'assemblage. |
Conception de la porte d'injection | Contrôle l'écoulement du métal dans la cavité. | Affecte le remplissage, les replis à froid, les marques d'écoulement et la qualité interne. |
Évent | Permet à l'air piégé de s'échapper. | Réduit la porosité et améliore la cohérence de la coulée. |
Conception du refroidissement | Contrôle la vitesse de solidification et l'équilibre de température. | Aide à réduire le retrait, la déformation et la variation du cycle. |
Disposition des éjecteurs | Prend en charge l'éjection de la pièce du moule. | Prévient la déformation et contrôle les marques d'éjecteur visibles. |
Sélection de l'acier à outil | Affecte la durabilité du moule et la résistance à la fatigue thermique. | L'acier pour moules de moulage sous pression H13 est couramment envisagé pour l'outillage de moulage sous pression en aluminium. |
Pour la production répétée, l'outillage ne doit pas être jugé uniquement par le coût initial du moule. Un outil stable peut réduire les rebuts, améliorer la répétabilité dimensionnelle,缩短 le temps de débogage et soutenir des lots de production plus fiables.
Exigences de post-usinage pour les pièces de moulage sous pression en aluminium
De nombreuses pièces de moulage sous pression en aluminium ne sont pas finies immédiatement après la coulée. Certaines zones peuvent rester telles que coulées, tandis que les caractéristiques critiques nécessitent souvent un post-usinage pour obtenir une tolérance plus serrée, une meilleure planéité, des filetages plus résistants ou un ajustement d'assemblage fiable.
L'objectif n'est pas d'usiner chaque surface. La meilleure approche consiste à séparer les zones fonctionnelles des zones non critiques. Cela peut réduire les coûts,缩短 les délais et éviter les risques d'usinage inutiles.
Zone de la pièce | Nécessite généralement du CNC ? | Raison |
|---|---|---|
Trous filetés | Oui | Précision du filetage, résistance de l'assemblage et répétabilité. |
Sièges de roulement | Oui | Exigences élevées pour la taille, la circularité et l'alignement. |
Surfaces d'étanchéité | Oui | Planéité de surface et fiabilité de l'étanchéité. |
Faces de montage | Généralement oui | Planéité, repère d'assemblage et stabilité de contact. |
Trous de localisation | Oui | Positionnement précis de l'assemblage. |
Surfaces décoratives | Pas toujours | Dépend des exigences cosmétiques et de finition. |
Nervures internes | Généralement non | La plupart des nervures peuvent rester telles que coulées si elles ne sont pas des repères fonctionnels. |
Pour les pièces de moulage sous pression en aluminium de précision, un support intégré de coulée et d'usinage CNC est précieux car le fournisseur peut prendre en compte la marge d'usinage, la conception du montage, la sélection des repères et les normes d'inspection dès le début. L'article du centre de connaissances sur comment l'usinage CNC améliore la précision dimensionnelle dans les pièces de moulage sous pression explique également pourquoi le post-usinage est souvent nécessaire pour les composants fonctionnels moulés sous pression.
Options de finition de surface pour les pièces de moulage sous pression en aluminium
La finition de surface affecte à la fois l'apparence et les performances des pièces de moulage sous pression en aluminium. Selon l'application, les acheteurs peuvent avoir besoin de protection contre la corrosion, de couleur décorative, d'une meilleure sensation au toucher, d'adhérence du revêtement, d'élimination des bavures, de résistance à l'usure ou d'une texture de surface uniforme.
Les options de finition courantes incluent le grenaillage, le tonnelage, le polissage, la peinture au poudre, la peinture liquide, l'anodisation, l'anodisation arc, le vernis transparent et le revêtement de conversion chromatique. Le bon choix dépend de l'alliage, de la qualité de surface, de la géométrie de la pièce, des exigences visuelles, de l'épaisseur du revêtement et de l'environnement de travail.
Option de finition de surface | But approprié | Note importante |
|---|---|---|
Texture de surface uniforme et pré-traitement avant revêtement. | Peut affecter la rugosité de surface et l'apparence cosmétique. | |
Ébavurage, lissage des arêtes et préparation de surface par lot. | Plus adapté aux petites pièces ou aux pièces sans surfaces cosmétiques délicates. | |
Polissage | Apparence améliorée et surfaces visibles plus lisses. | Peut exposer des défauts de coulée si la qualité de la coulée de base est médiocre. |
Protection contre la corrosion, couleur décorative et couverture de surface durable. | L'épaisseur du revêtement doit être prise en compte pour l'assemblage et les filetages. | |
Contrôle de la couleur et apparence protectrice. | Nécessite un bon pré-traitement et une préparation de surface. | |
Résistance à la corrosion et finition décorative. | L'aluminium moulé sous pression peut présenter des variations de couleur selon l'alliage et la teneur en silicium. | |
Haute résistance à l'usure et performance de revêtement fonctionnel. | Plus adapté aux pièces avec des exigences de performance de surface exigeantes. |
Un bon plan de finition doit être discuté avant la production, et non après l'achèvement de la coulée. L'épaisseur du revêtement, les zones masquées, les trous filetés, les surfaces d'étanchéité, les faces cosmétiques et le jeu d'assemblage doivent tous être pris en compte lors de la revue du dessin.
Inspection de la qualité pour les pièces de moulage sous pression en aluminium de précision
L'inspection de la qualité pour les pièces de moulage sous pression en aluminium de précision doit couvrir à la fois les risques visibles et cachés. Une pièce peut sembler acceptable en surface mais présenter néanmoins une porosité interne, des dimensions instables, des problèmes de filetage, des défauts de revêtement ou un mauvais ajustement d'assemblage.
Pour les pièces fonctionnelles, l'inspection doit inclure l'inspection du premier article, les vérifications dimensionnelles, la mesure par MMT, la détection des défauts internes, la vérification des matériaux, l'inspection de surface, la vérification des filetages, l'inspection de la planéité et les dossiers de cohérence par lot.
Élément d'inspection | But | Adapté pour |
|---|---|---|
Inspection du premier article | Confirmer que le premier échantillon correspond aux exigences du dessin. | Nouvel outillage, modifications de conception et production pilote. |
Inspection par MMT | Vérifier les dimensions critiques et les tolérances géométriques. | Pièces de moulage sous pression en aluminium de précision avec des caractéristiques d'assemblage. |
Inspection par rayons X | Détecter la porosité interne et les défauts cachés. | Pièces moulées structurelles, liées à la pression ou à haute fiabilité. |
Analyse de la composition matérielle | Confirmer la cohérence de l'alliage et la conformité des matériaux. | Pièces avec un alliage défini ou des exigences de certification. |
Inspection des défauts de surface | Vérifier les marques d'écoulement, les replis à froid, les rayures, les défauts de revêtement et les problèmes cosmétiques. | Boîtiers, couvercles et pièces d'apparence destinés au grand public. |
Inspection des filetages et des trous | Confirmer la fiabilité de l'assemblage et l'ajustement des fixations. | Composants en aluminium moulés sous pression usinés. |
Dossiers de cohérence par lot | Suivre la répétabilité entre les lots de production. | Pièces de moulage sous pression en aluminium à haut volume. |
Pour la production à long terme, l'inspection ne doit pas seulement approuver un échantillon. Le fournisseur doit contrôler les paramètres de production, l'état de l'outillage, les montages d'usinage, les lots de finition et les dossiers de qualité afin que les commandes répétées restent stables.
Comment choisir un fournisseur de pièces de moulage sous pression en aluminium
Le choix d'un fournisseur de pièces de moulage sous pression en aluminium ne doit pas se baser uniquement sur le devis le plus bas. Un prix initial bas peut devenir coûteux si le fournisseur ne peut pas gérer la revue DFM, la stabilité de l'outillage, l'usinage CNC, la qualité de finition, l'inspection, l'assemblage ou la cohérence de la production.
Pour les pièces personnalisées de moulage sous pression en aluminium, les acheteurs doivent évaluer si le fournisseur peut supporter le flux de travail complet, de la revue de conception à la livraison finale. Un service de moulage sous pression en aluminium tout-en-un est souvent plus stable que de séparer l'outillage, la coulée, l'usinage, la finition et l'assemblage entre différents fournisseurs.
Capacité du fournisseur | Pourquoi c'est important | Avantage pour l'acheteur |
|---|---|---|
Capacité DFM | Identifie les risques de coulée avant la fabrication du moule. | Réduit les modifications d'outillage et les retards de production. |
Capacité d'outillage | Contrôle la conception du moule, la porte d'injection, le refroidissement, l'évent et la durée de vie de la matrice. | Améliore la stabilité et la répétabilité de la coulée. |
Expérience en moulage sous pression | Contrôle les défauts tels que la porosité, le retrait, les bavures et la déformation. | Améliore la qualité des pièces et réduit le risque de rebut. |
Capacité d'usinage CNC | Prend en charge les dimensions critiques, les filetages, les trous et les surfaces d'étanchéité. | Améliore l'ajustement d'assemblage et la fiabilité fonctionnelle. |
Capacité de finition de surface | Contrôle l'apparence, la résistance à la corrosion, l'épaisseur du revêtement et la protection finale. | Aide à livrer des pièces en aluminium moulées sous pression avec finition de surface prêtes à l'emploi. |
Capacité d'inspection | Vérifie les dimensions, la qualité interne, le matériau et la cohérence par lot. | Réduit les litiges de qualité et les échecs d'inspection à la réception. |
Prend en charge l'intégration et la livraison du produit final. | Réduit les opérations secondaires côté acheteur et la coordination des fournisseurs. | |
Capacité de production de masse | Maintient la répétabilité sur les commandes à long terme. | Prend en charge un approvisionnement stable pour les pièces de moulage sous pression en aluminium à haut volume. |
Pour les acheteurs qui ont besoin de pièces personnalisées de moulage sous pression en aluminium, le meilleur fournisseur n'est pas seulement une usine de coulée. Il doit s'agir d'un partenaire de fabrication intégré capable d'examiner le dessin, de recommander le bon alliage, de construire la matrice, de couler la pièce, d'usiner les zones critiques, d'appliquer une finition de surface appropriée, d'inspecter la qualité, de soutenir l'assemblage et de mettre à l'échelle la production lorsque la demande augmente.
Résumé
Les pièces de moulage sous pression en aluminium sont un choix solide pour les composants personnalisés nécessitant une structure légère, une géométrie complexe, une production répétable et un contrôle des coûts évolutif. Mais un approvisionnement fiable nécessite plus que le choix d'un processus de coulée. Les acheteurs doivent évaluer conjointement la conception des pièces, la sélection des alliages, l'outillage, le post-usinage CNC, la finition de surface, l'inspection, l'assemblage et les besoins de production à long terme.
Lorsque ces facteurs sont planifiés tôt, les pièces personnalisées de moulage sous pression en aluminium peuvent passer plus facilement de la validation du prototype à la production d'essai et à la production de masse. Travailler avec un fournisseur intégré aide à réduire les risques de projet, à améliorer la communication et à livrer des composants en aluminium moulés sous pression plus cohérents pour les applications finales.
Domaine d'approvisionnement | Question clé | Action recommandée |
|---|---|---|
Conception de la pièce | La géométrie est-elle adaptée au moulage sous pression en aluminium ? | Examiner l'épaisseur des parois, les nervures, les bossages, les trous, la dépouille et les surfaces cosmétiques. |
Matériau | Quel alliage d'aluminium convient à l'application ? | Comparer la coulabilité, la résistance, la stabilité, l'usinage et les besoins de finition. |
Outillage | Le moule peut-il supporter une production répétée stable ? | Évaluer la porte d'injection, l'évent, le refroidissement, l'éjection, l'acier à outil et la durée de vie du moule. |
Post-usinage | Quelles caractéristiques nécessitent une tolérance plus serrée ? | Définir les filetages, les alésages, les surfaces d'étanchéité, les faces de repère et les trous de localisation. |
Finition de surface | Quelle apparence ou protection est requise ? | Sélectionner le grenaillage, le tonnelage, le revêtement, la peinture, l'anodisation ou l'anodisation arc en fonction de l'utilisation finale. |
Contrôle qualité | Comment le fournisseur vérifiera-t-il la fiabilité ? | Utiliser l'inspection dimensionnelle, la détection des défauts internes, les contrôles de matériaux et les dossiers par lot. |
Production | Le fournisseur peut-il supporter des commandes à long terme ? | Choisir un support intégré pour le moulage sous pression, l'usinage, la finition, l'assemblage et la production de masse. |
FAQ
